

气体保护焊依靠连续送进焊丝形成电弧,并由喷嘴送出的保护气体隔离空气。原资料一册介绍焊机、焊枪、送丝、保护气和日常保养,另一册说明电流、电压、焊丝、气体、焊枪角度与速度对焊缝质量的影响。车身材料和连接方式必须先按对应车型维修文件确认。
一、焊机、送丝和保护气的工作关系

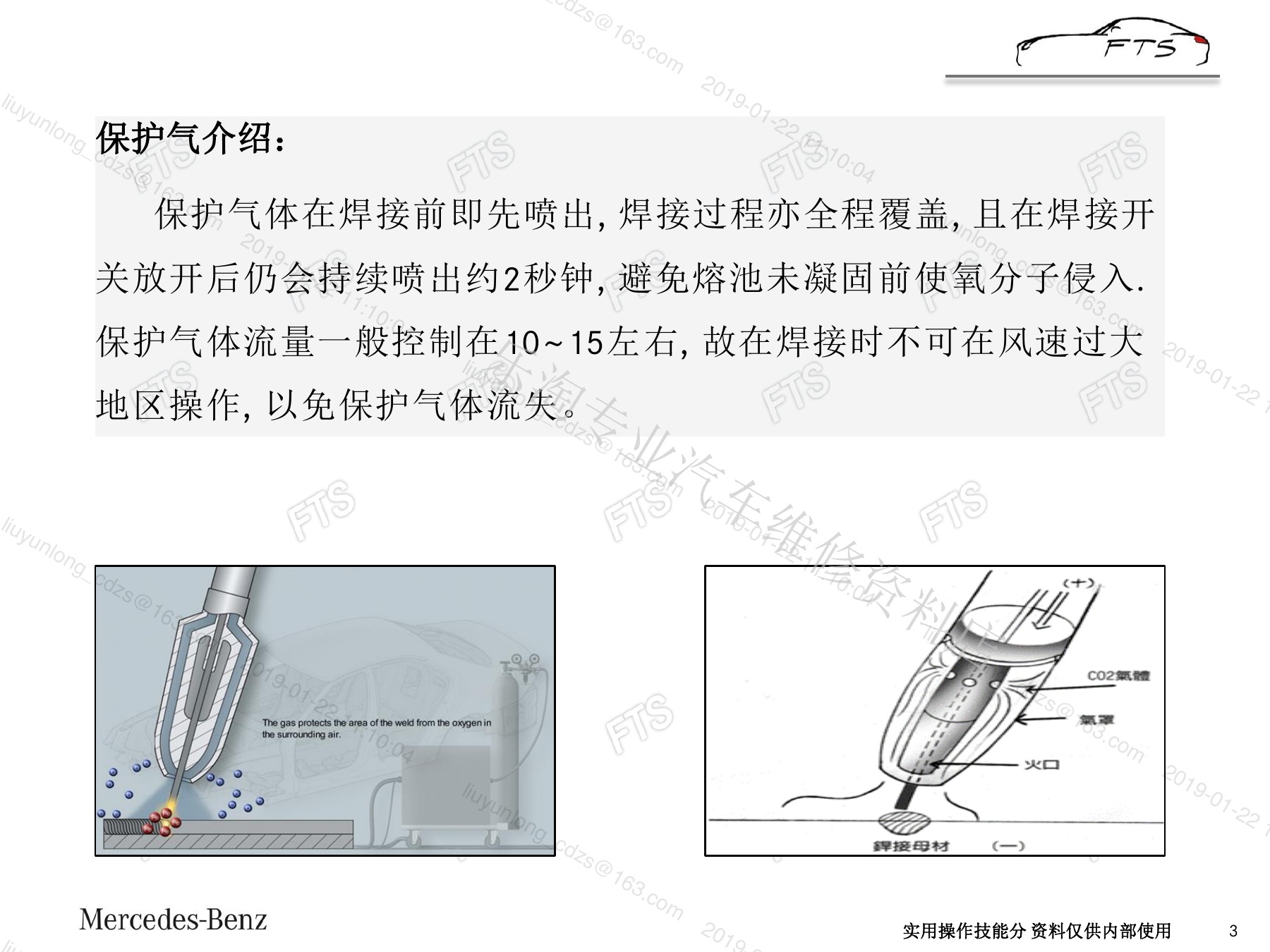
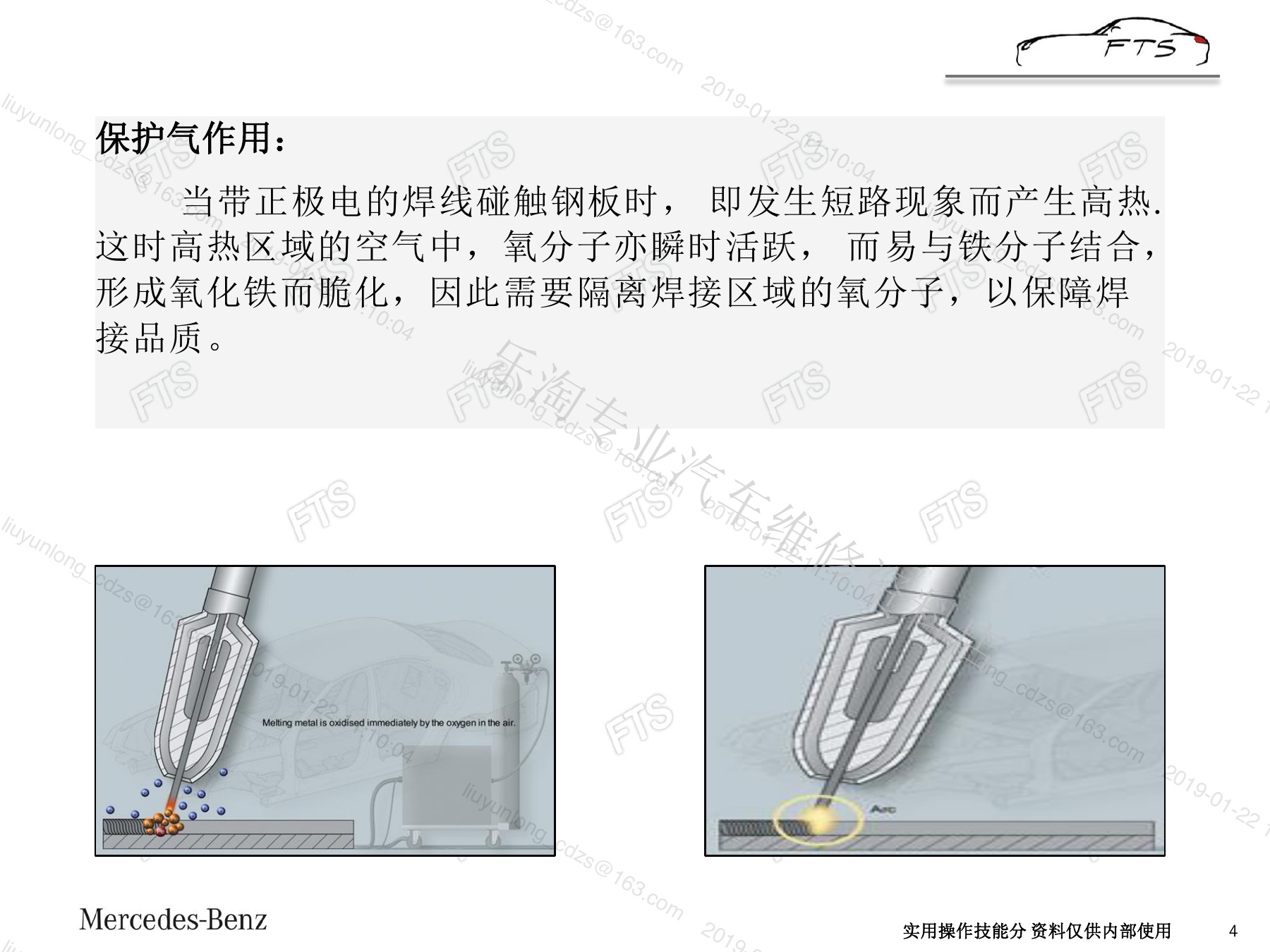
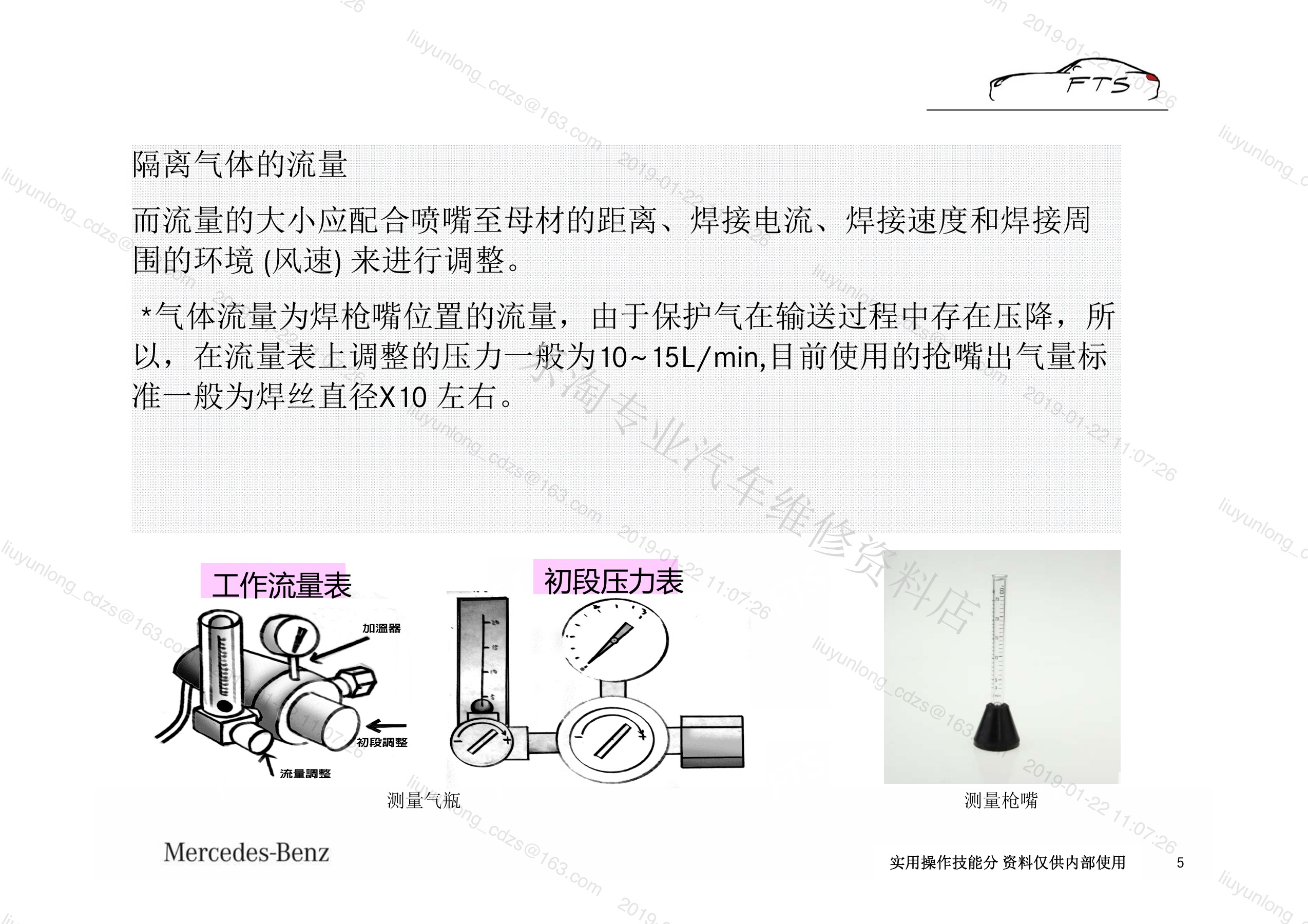
焊机按设定输出电压与电流,送丝机构稳定输送焊丝,保护气经喷嘴覆盖熔池。任一环节不稳定,都可能造成飞溅、气孔、未熔合或焊缝不均。开始前检查电源、搭铁、气瓶、减压阀、软管和送丝路径。
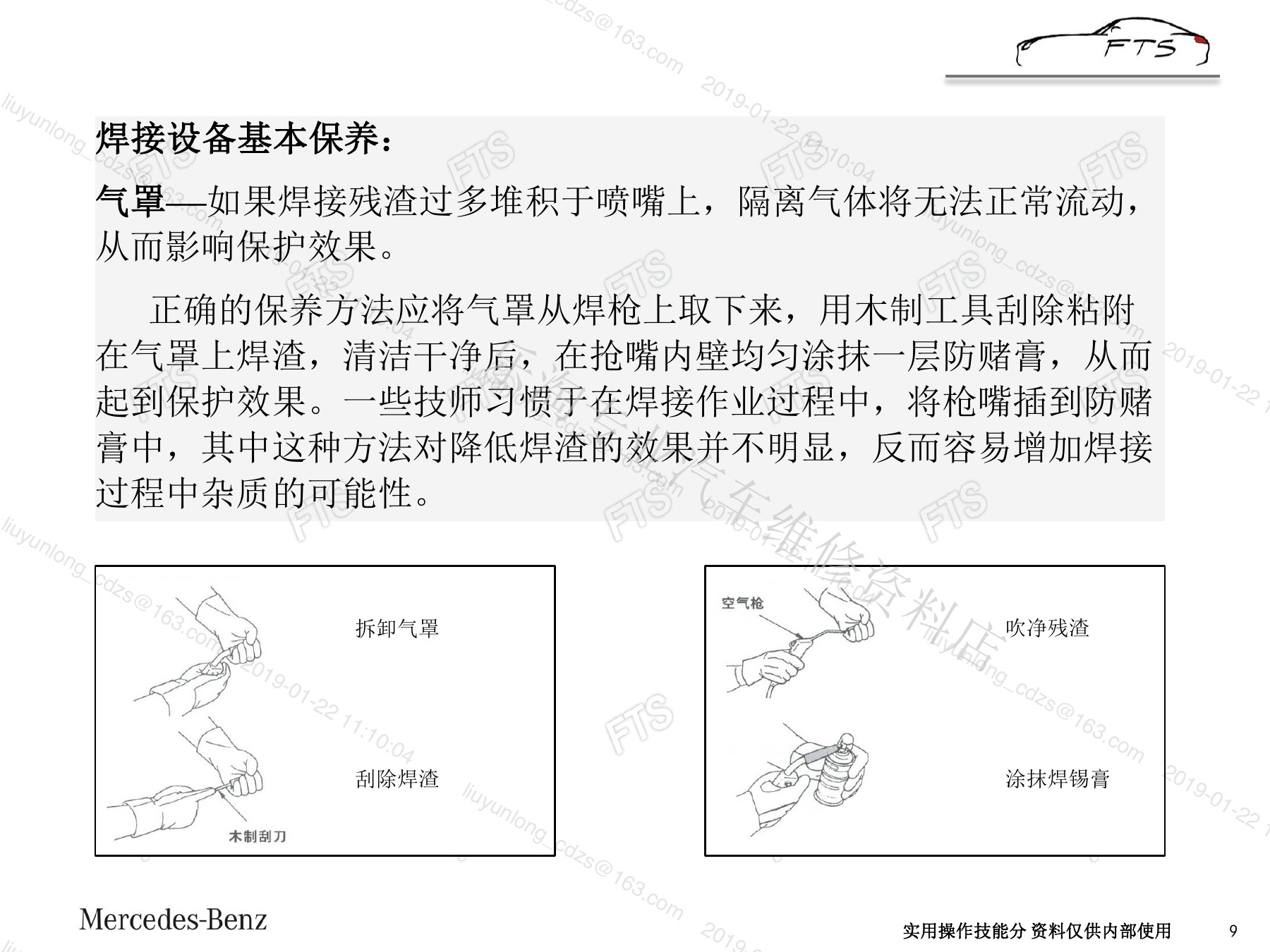
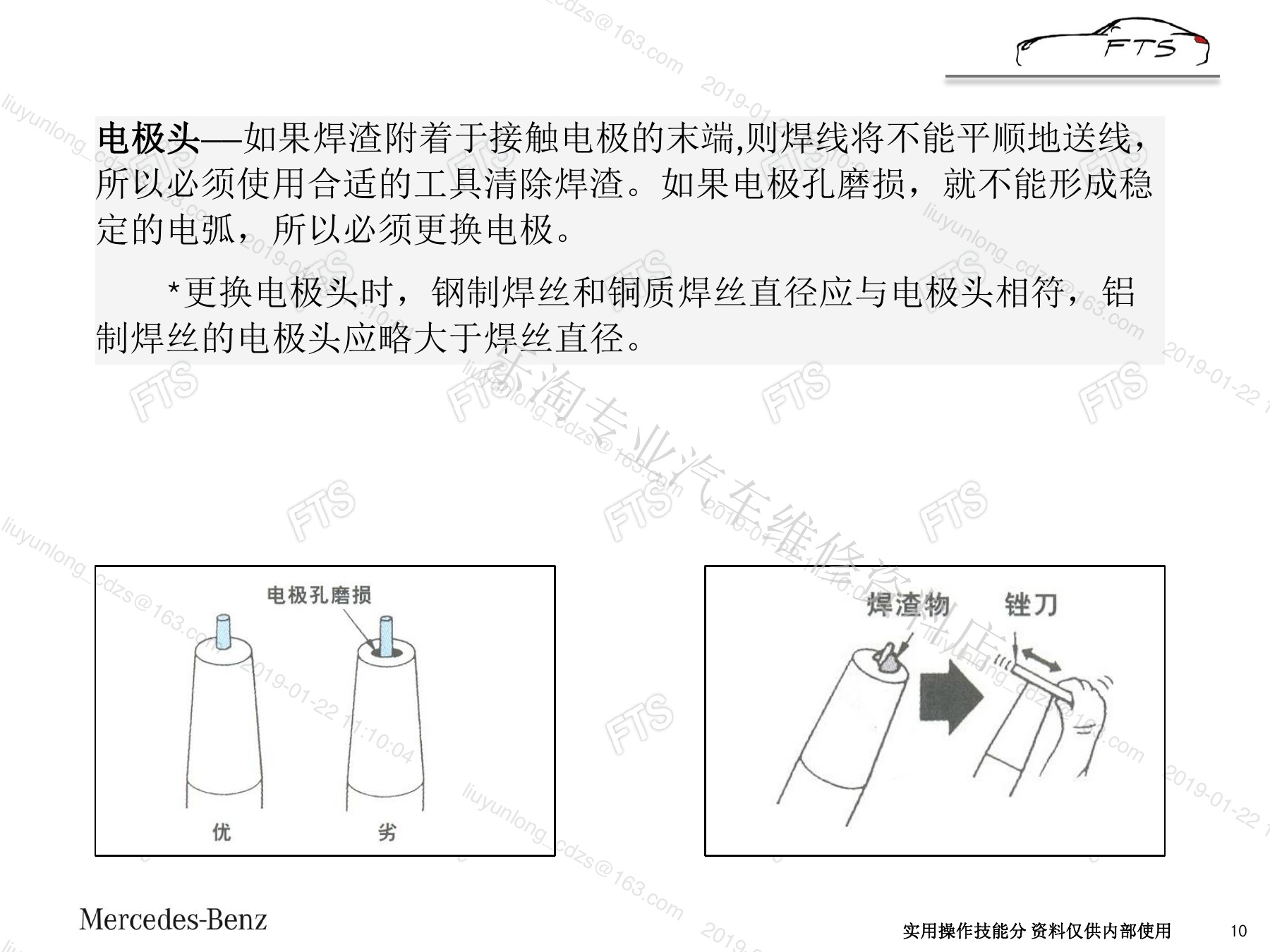
二、焊枪、导电嘴和喷嘴保养

导电嘴负责把电流传给焊丝,喷嘴形成保护气覆盖。清除喷嘴飞溅物,检查导电嘴孔径、磨损和紧固,确认焊丝伸出长度与喷嘴位置符合设备和工艺要求。不得用损坏或堵塞的喷嘴继续焊接。
三、焊丝、送丝轮和焊接设备日常检查


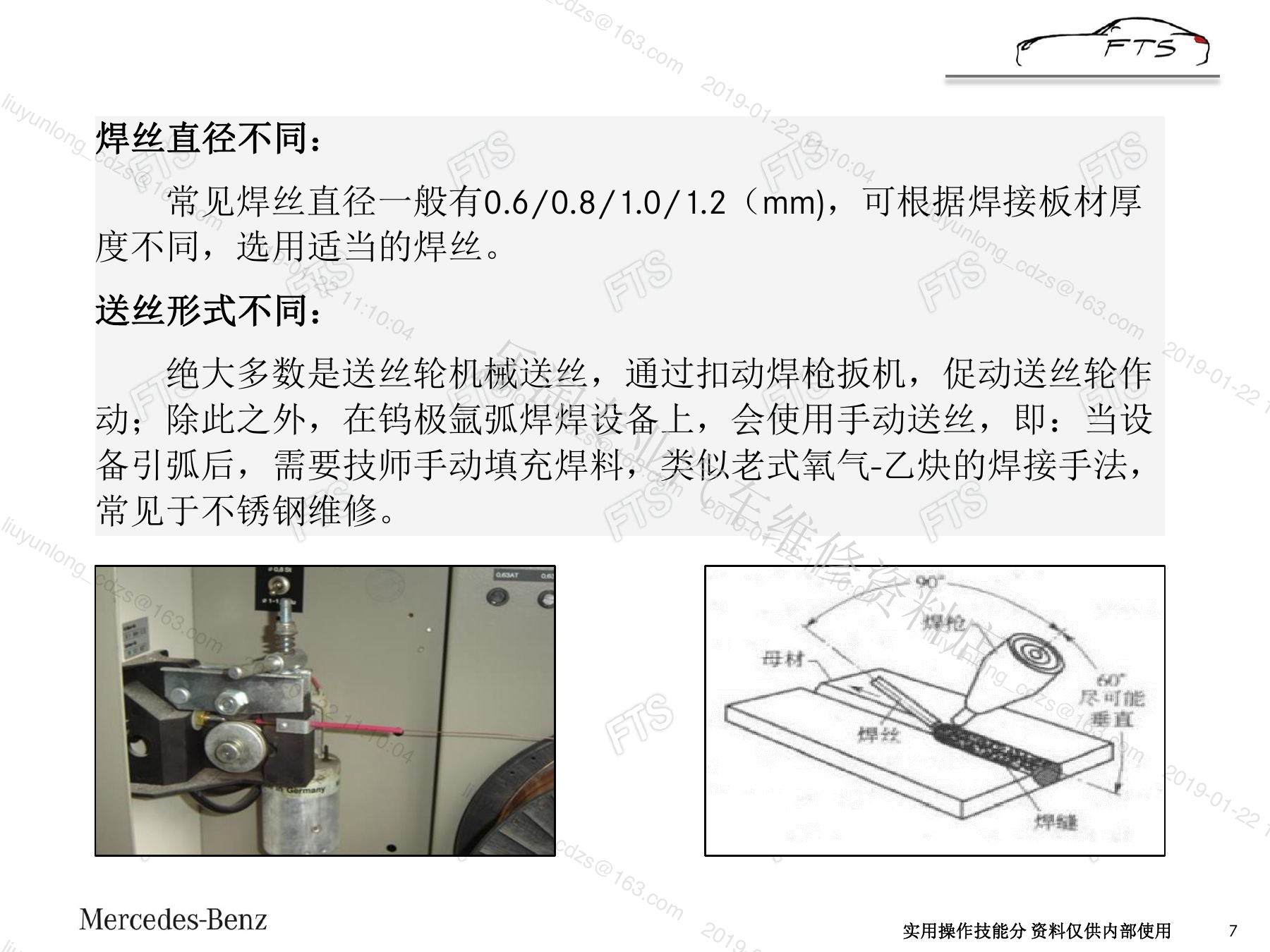
焊丝材质与直径必须匹配母材、工艺和送丝轮槽。送丝压力过小会打滑,过大可能压伤焊丝并增加阻力。设备内部积尘按制造商要求清洁;使用压缩空气时控制压力并切断电源,避免把粉尘吹入更深位置。
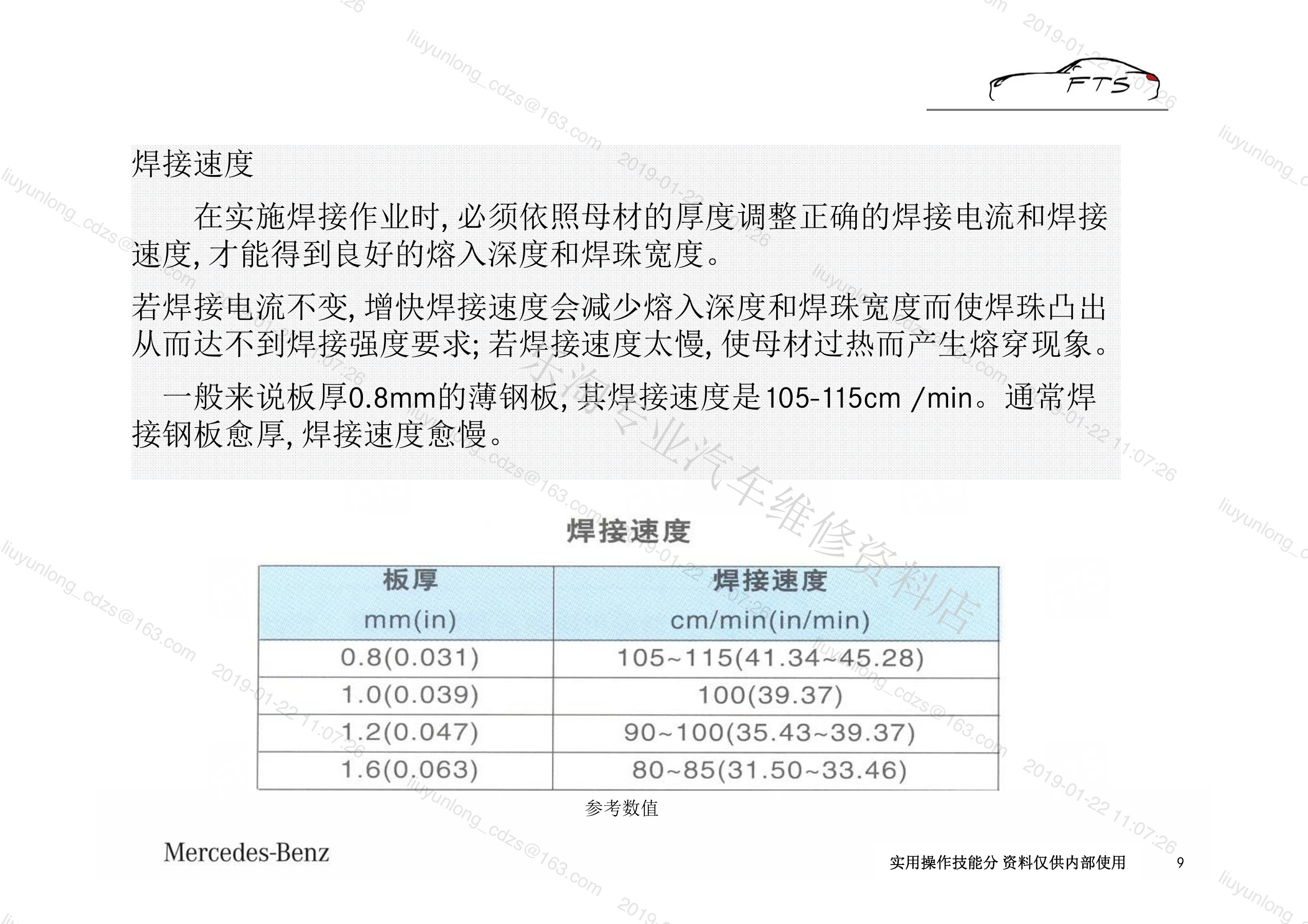
四、板厚、焊丝直径与参数匹配
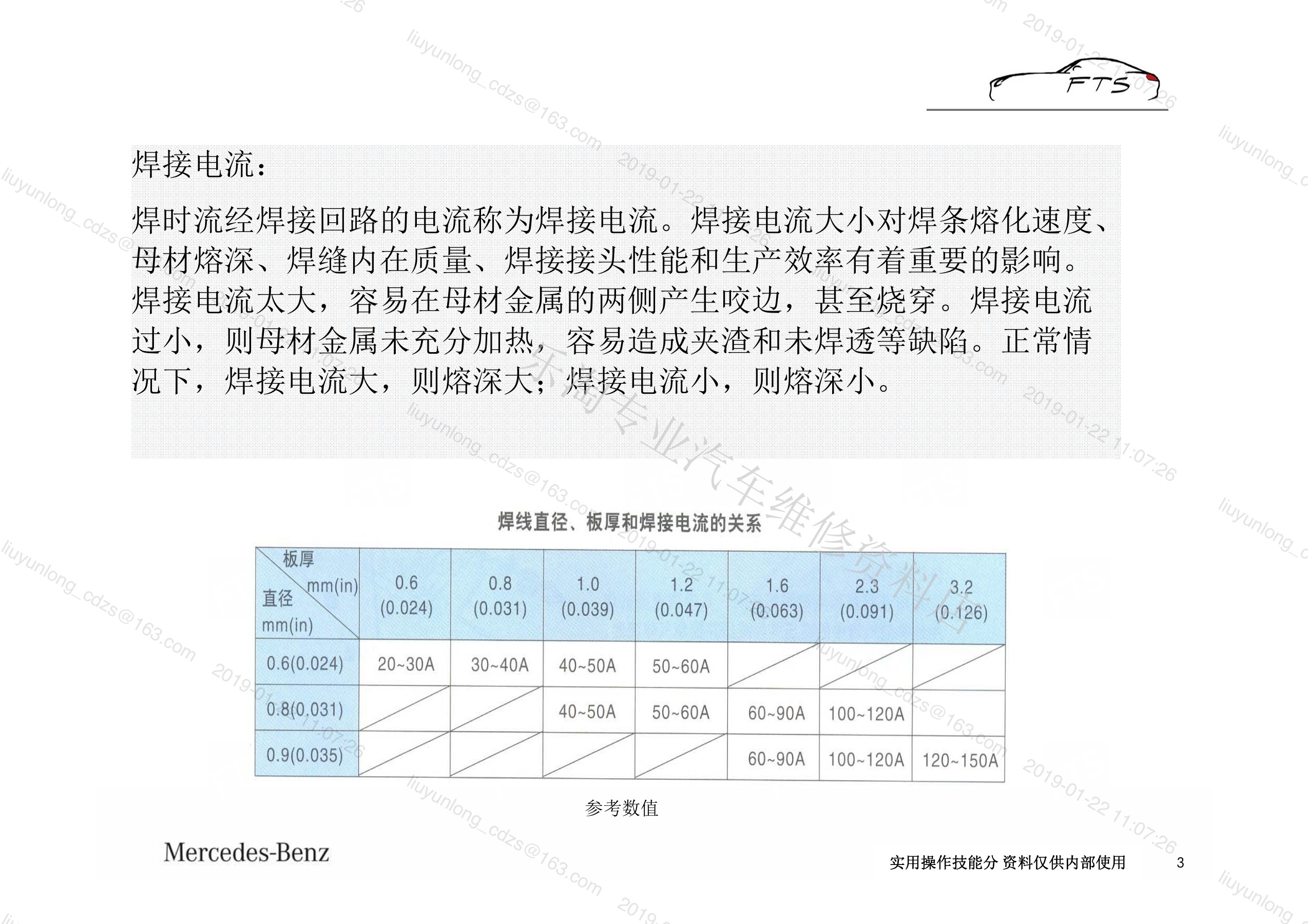
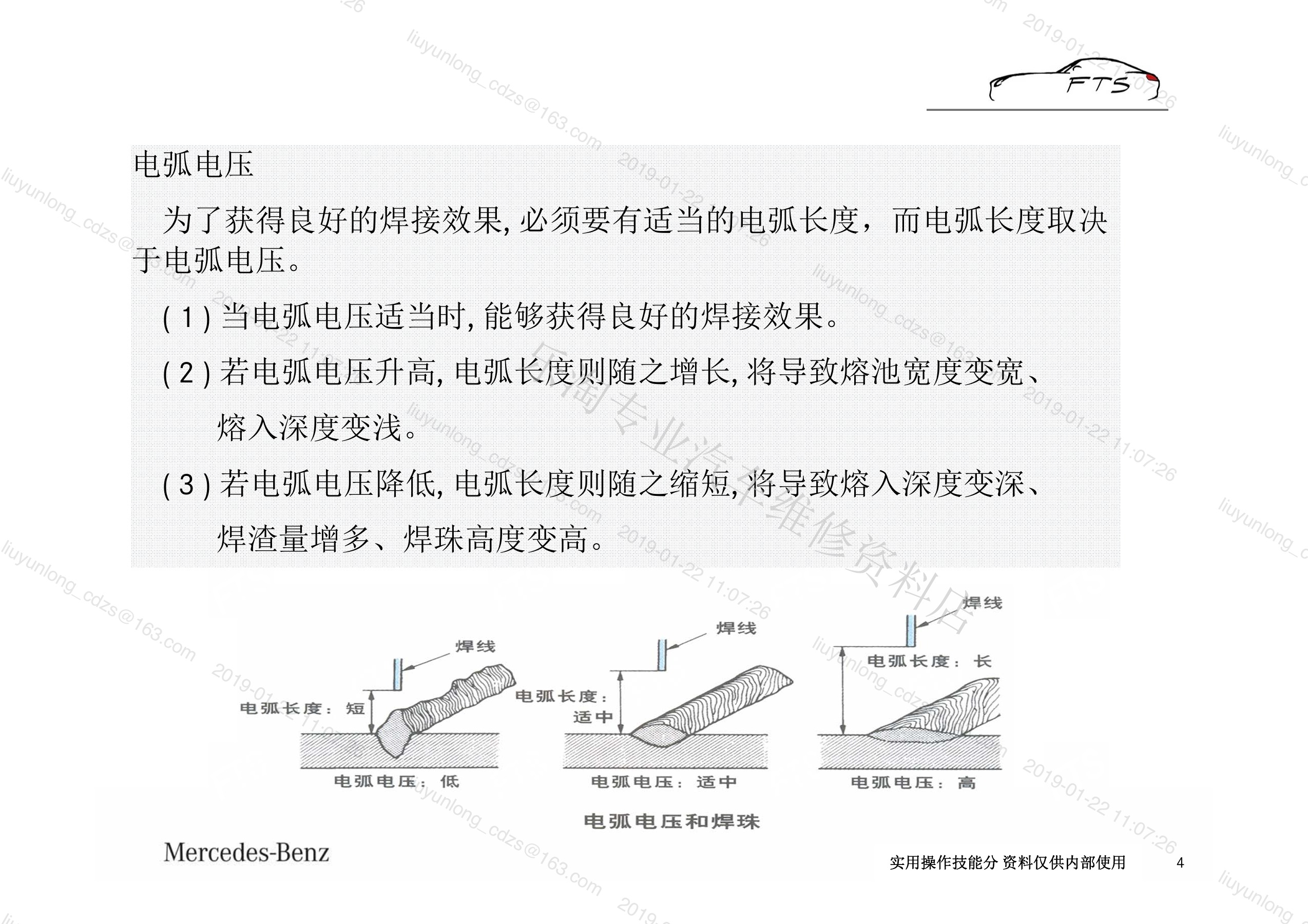
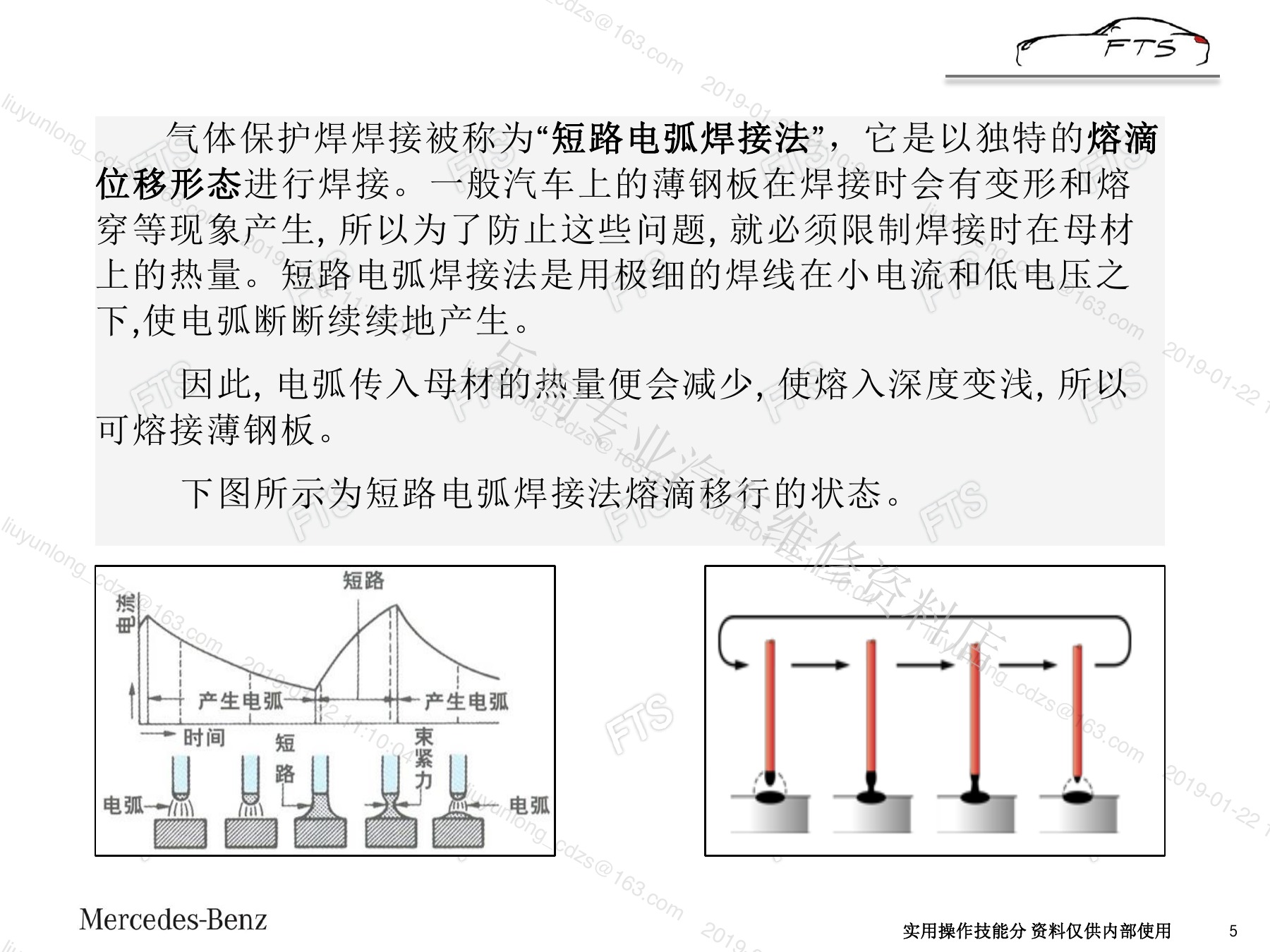
板厚、接头形式和焊丝直径共同决定初始电压、电流与送丝速度。课件表格只能作为对应设备和材料的历史起点,实际应按当前焊机工艺表和试焊结果微调。参数过低容易未熔合,过高会烧穿或扩大热影响区。
五、焊枪角度、距离和移动速度
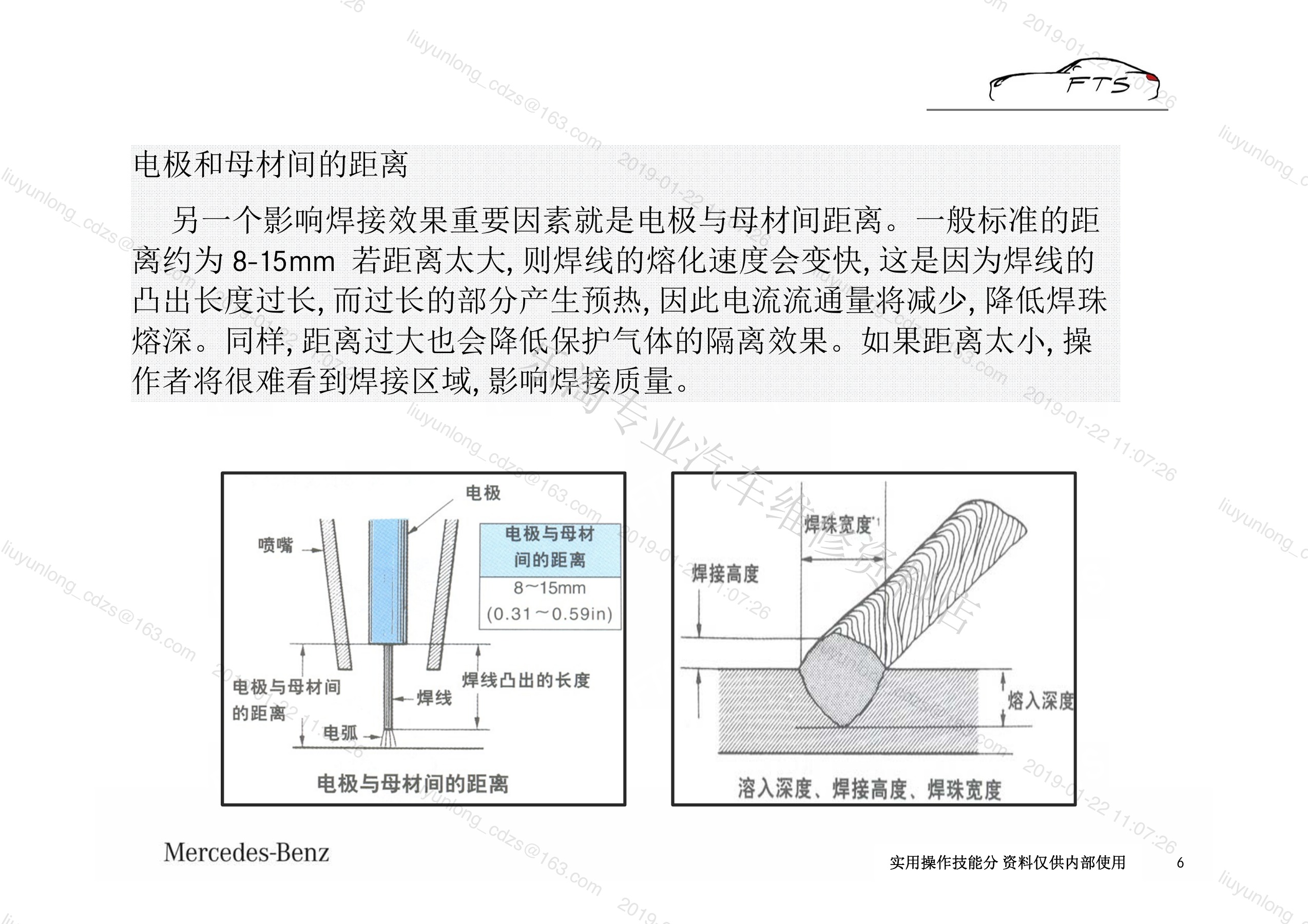
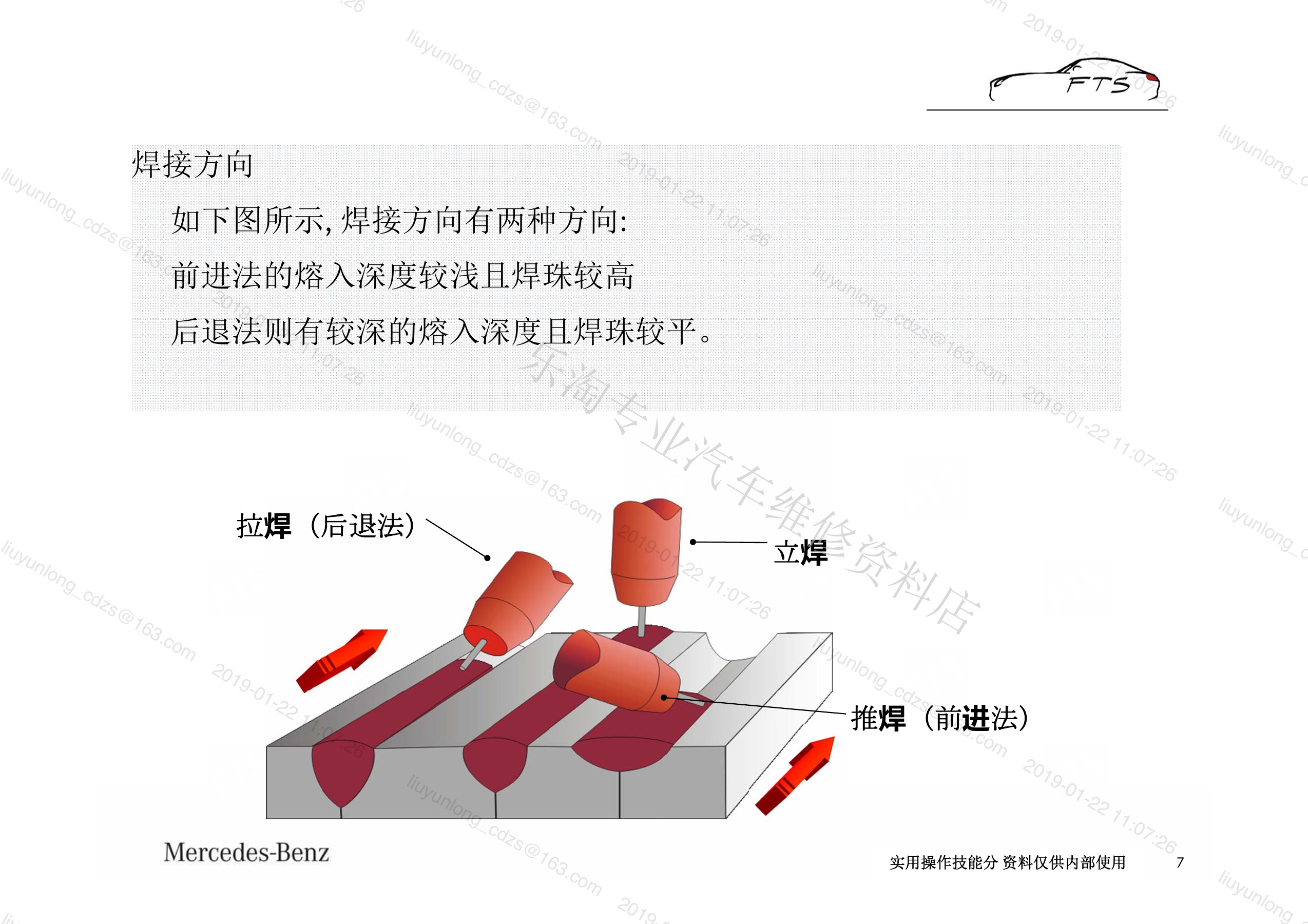
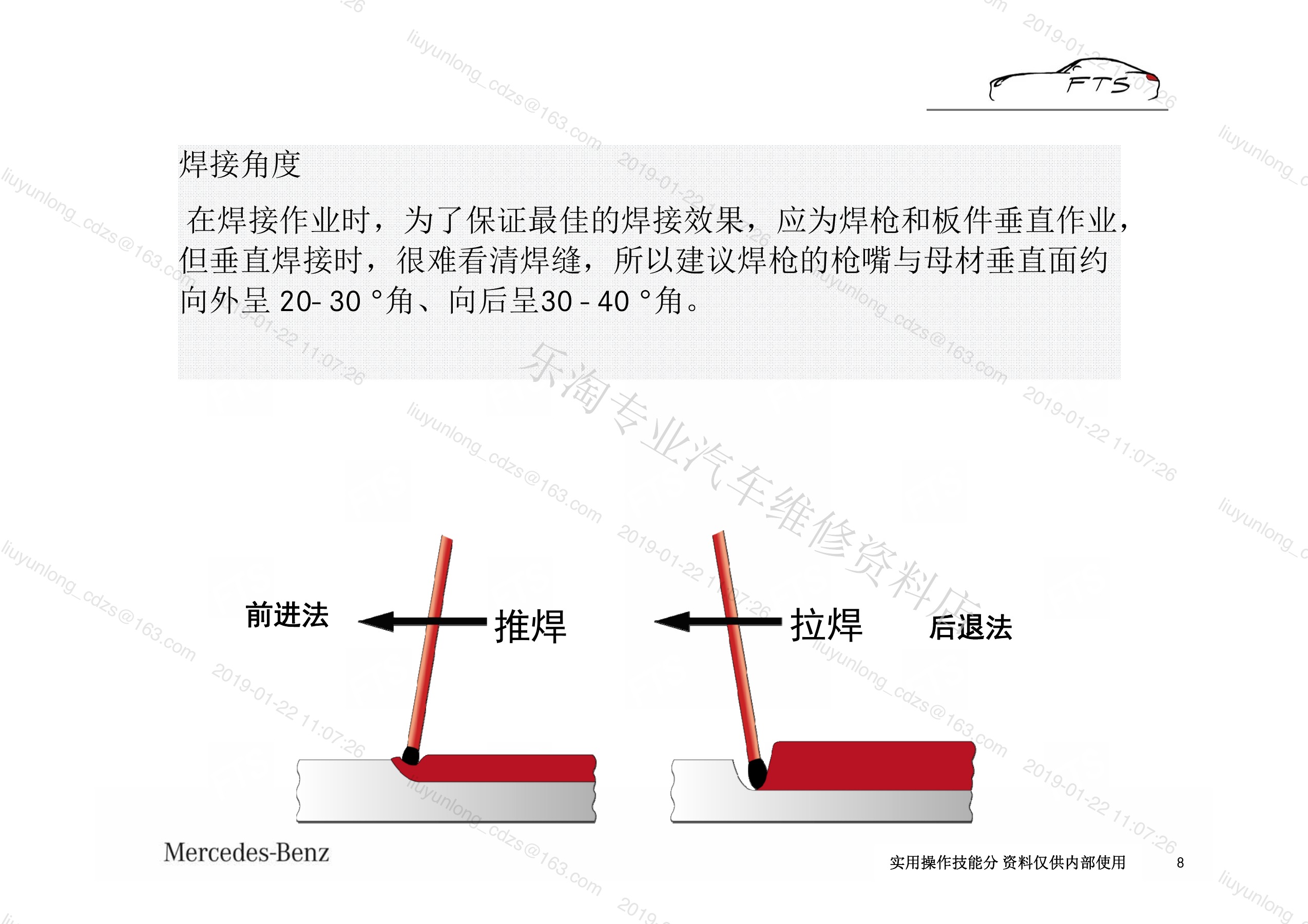
保持稳定的工作角和焊丝伸出长度,沿接缝均匀移动。推焊与拉焊会改变熔深和焊缝形状;速度太快可能熔合不足,太慢会热输入过大。车身薄板更要通过试片确认。
六、以焊缝外观和破坏试验验证
观察焊缝宽度、高度、连续性、气孔、咬边和飞溅,但外观合格不等于强度合格。按厂家车身维修要求制作试片并进行剥离、凿检或规定质量试验,合格后再在车辆上施工。
本文依据奔驰相关技术资料进行归纳与重新编排,文中技术图片由原资料高清导出并作裁边整理。不同车型、年款及配置可能存在差异,具体参数与维修步骤请以对应车辆的最新厂家维修文件、诊断仪提示及实车测量结果为准。
奔驰制动噪音
制动噪音相关投诉的检查条件、诊断步骤、判断依据和维修结论。
奔驰GL350 (B2/6 B2/7)左右侧热膜式空气质量流量传感器“的下限值,故障维修。
奔驰GL350 柴油发动机,亮发动机故障灯, 故障代码: 100D00 当前 已达到部件”B2/7(右侧热膜式空气质量流量传感器)“的下限值 100E00 当前 已达到部件”B2/7(右侧热膜式空气质量流量传感器)“的下限值 还有进气温度传感器的故障。 此故障代码在发动机没有启动...
奔驰PHEV不充电怎么查:充电桩、充电口与车载充电机分层诊断
讲解奔驰插电混动车不充电、充电中断和时间变长时,如何分层检查供电、充电桩、电缆、充电口、车载充电机与高压电池。
奔驰M276.8发动机异响诊断:链条磨损测量与排气嗡鸣判断
讲解奔驰M276.8冷启动异响、正时链条和张紧器磨损证据、油压与凸轮实际角验证,以及GLE排气嗡鸣的气流特性和故障分辨。
奔驰BR463前桥维修(二):传动凸缘、差速器预紧、齿侧间隙与轮毂
依据BR463前桥维修第二册整理前桥壳体、传动凸缘、差速器、预紧与齿侧间隙、接触区、轮毂和完工检查。
我的微信
微信扫一扫

fengye599
微信号已复制
我的微信公众号
微信扫一扫

我的公众号
公众号已复制