

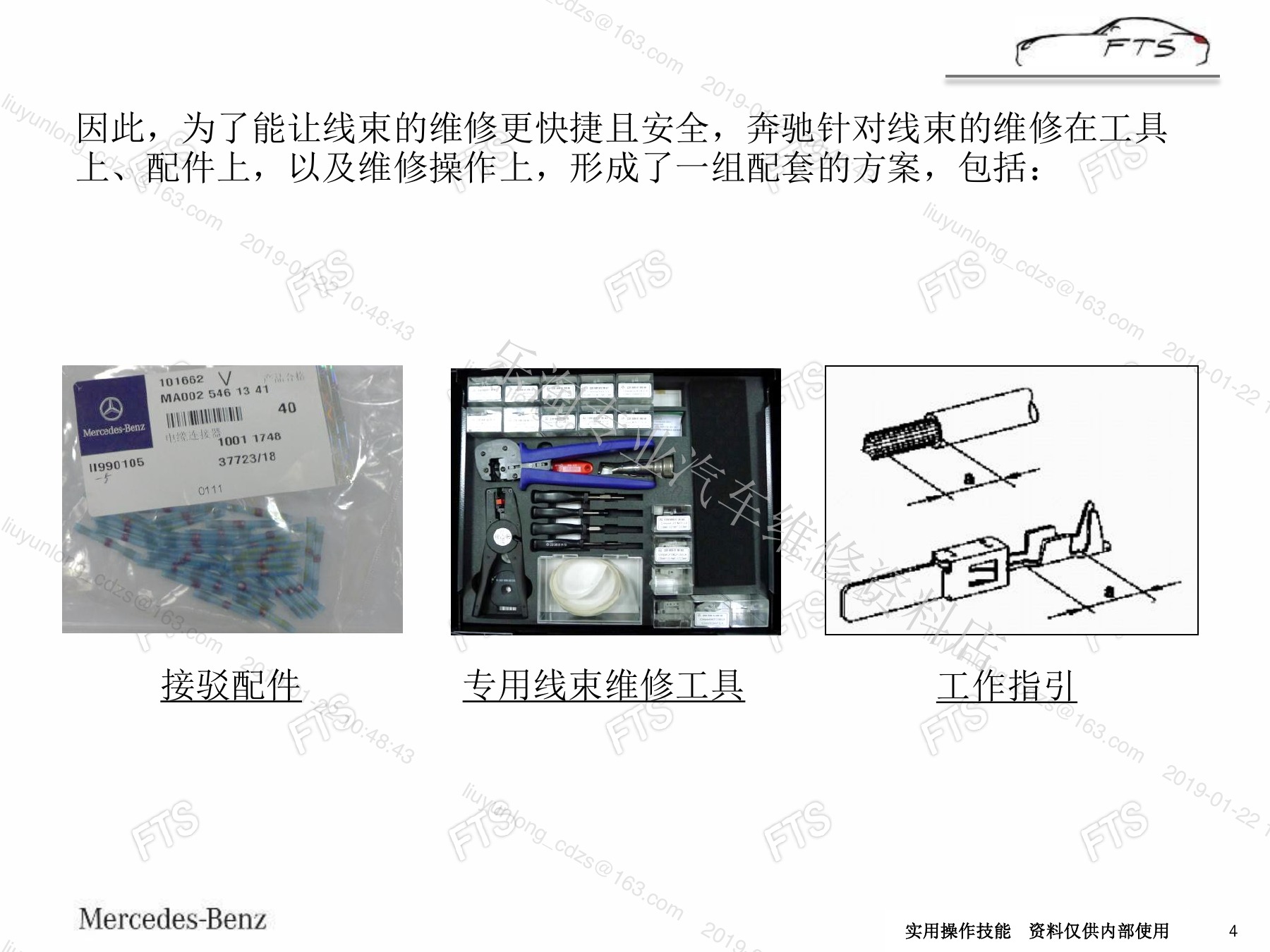
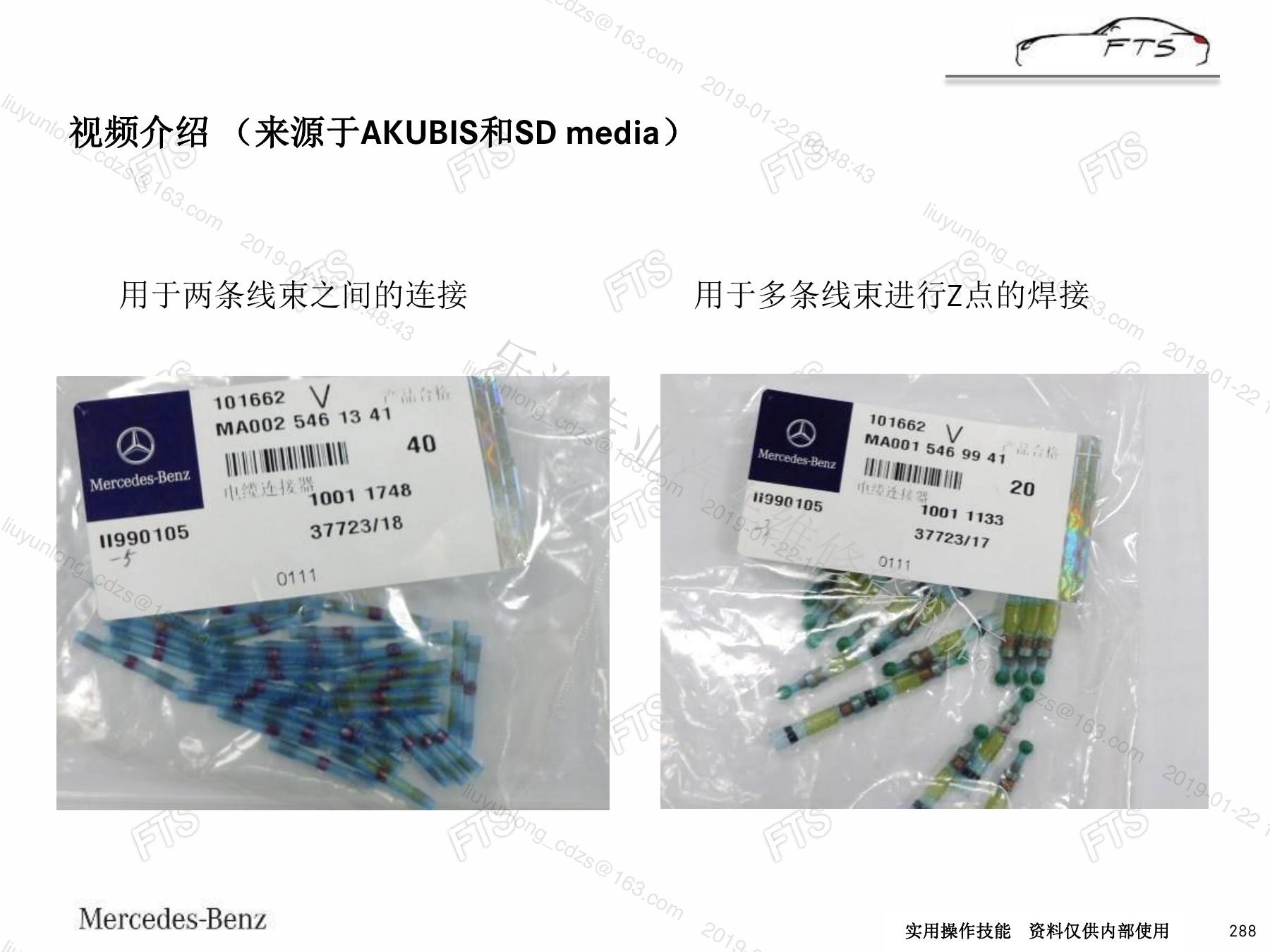
线束维修的目标是恢复导线截面积、绝缘、密封、端子保持力和原有布线路径,而不是只让电路暂时导通。原资料一份完整介绍接线套管、压接和热缩维修,另一份补充MOS、MLK、SLK、MCP等端子结构识别与EPC查询。不同线径、端子和密封结构必须使用匹配工具与维修件。
一、先判断维修位置是否允许修复

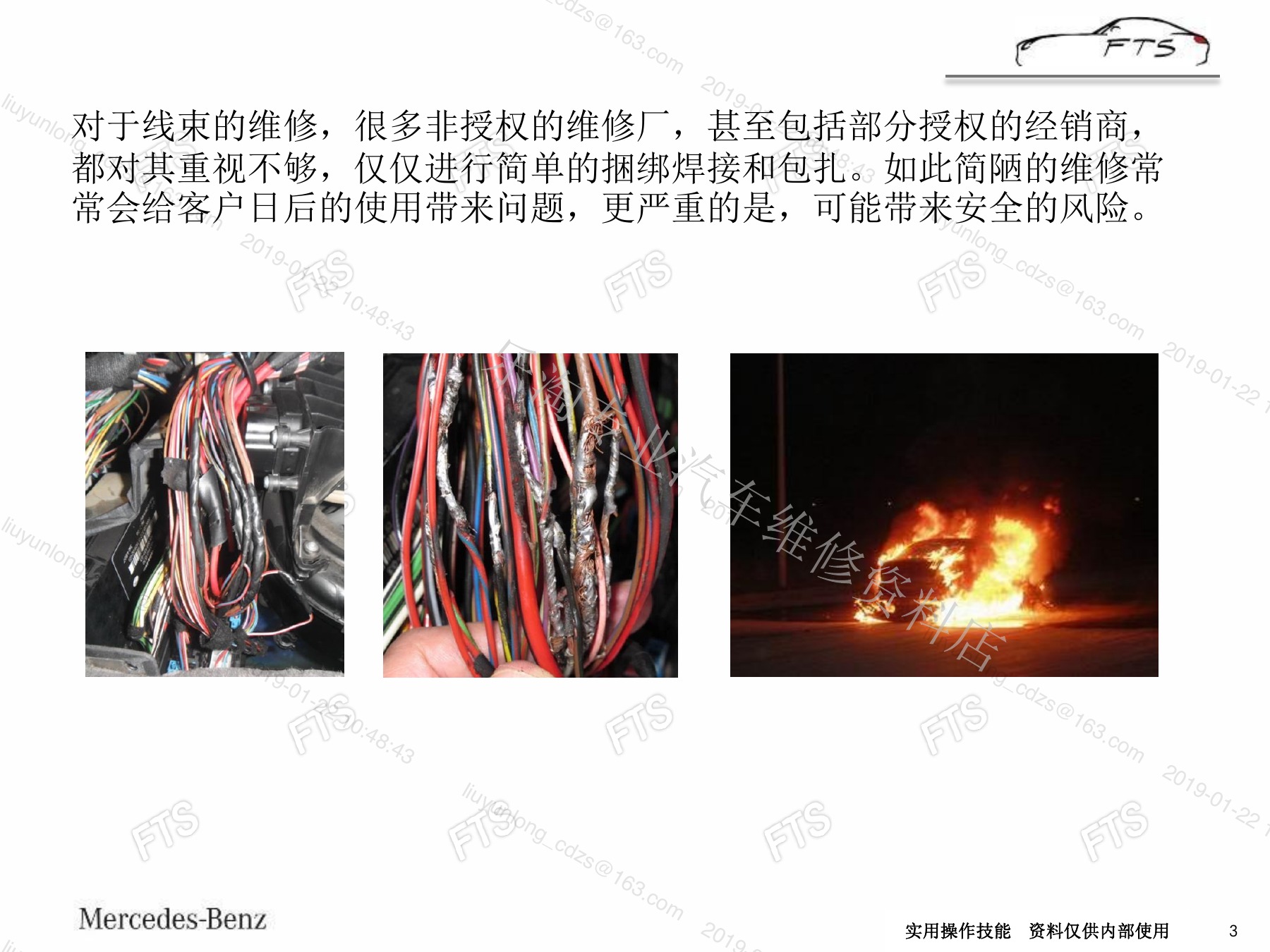

断开电源并查明过热、腐蚀、拉断或短路原因。安全气囊、点火、高压、屏蔽线、数据总线和靠近连接器的导线可能有特殊限制,必须查当前WIS;不能在故障原因未处理时只接回烧损导线。
二、按线径和环境选择接线套管
测量导线截面积并选择对应接线套管、密封件和热缩材料。不同颜色代表的线径范围以维修套件说明为准;潮湿区、发动机舱和车内干燥区的密封要求不同。
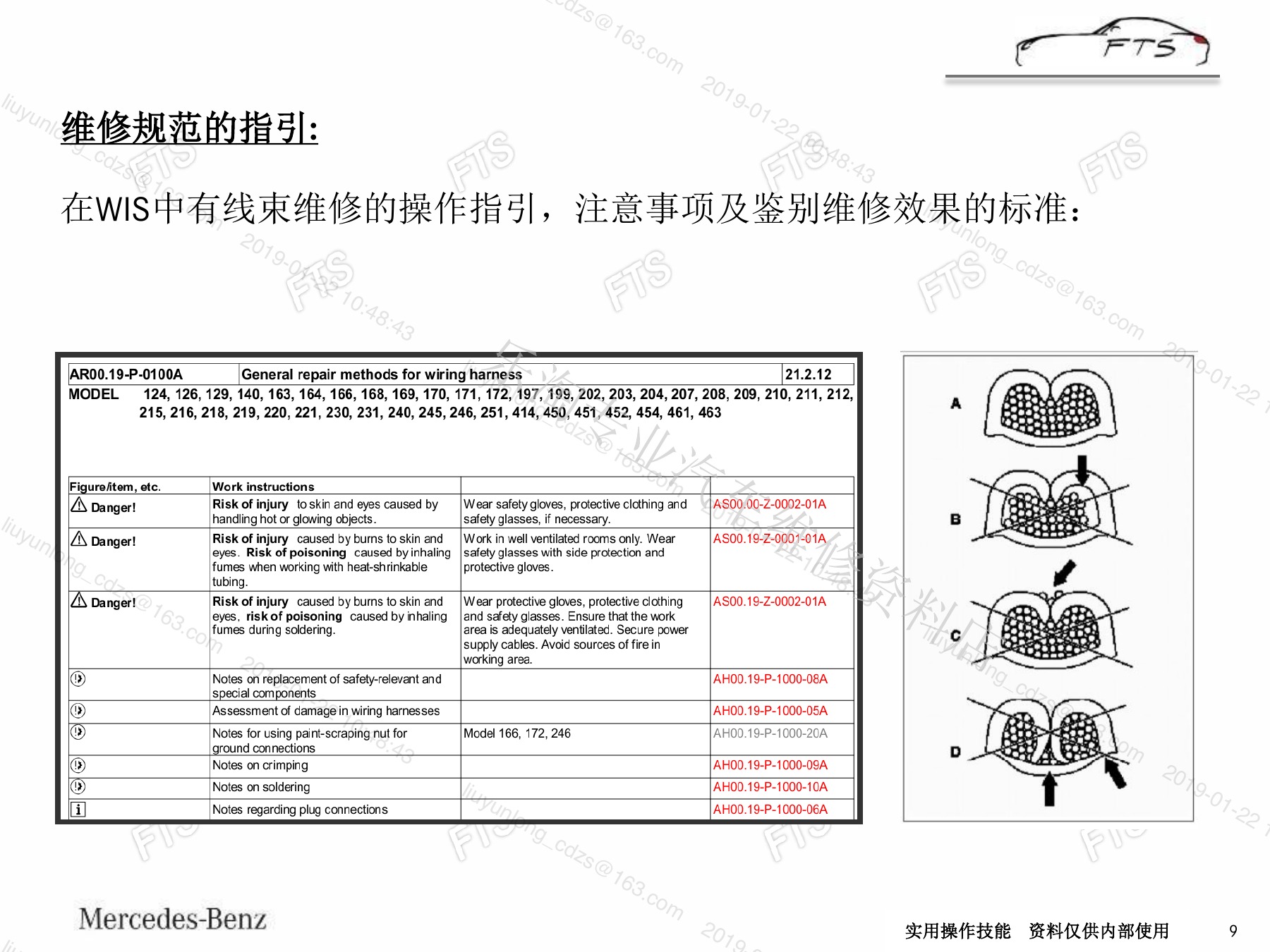
三、剥线、插入和压接
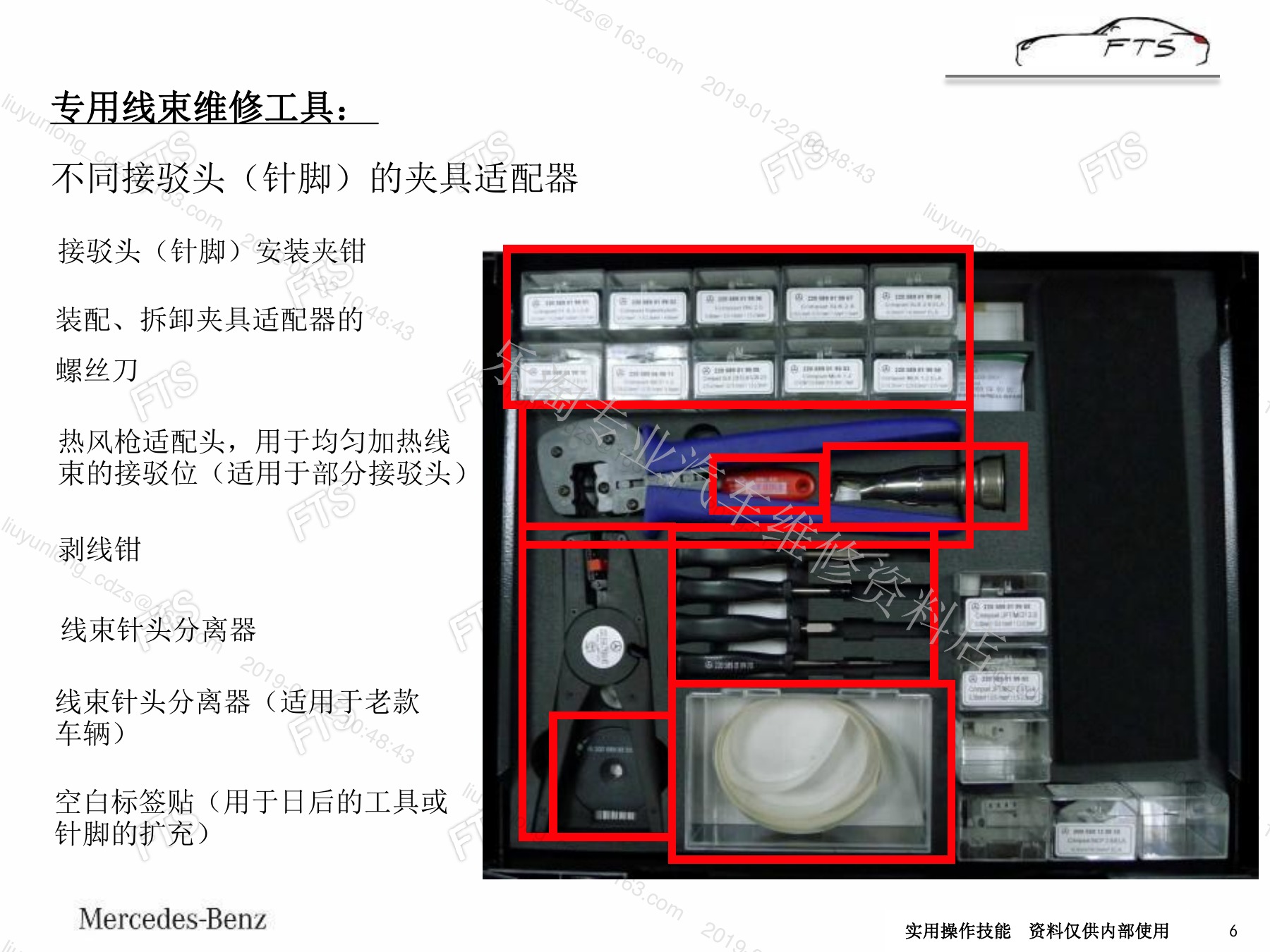
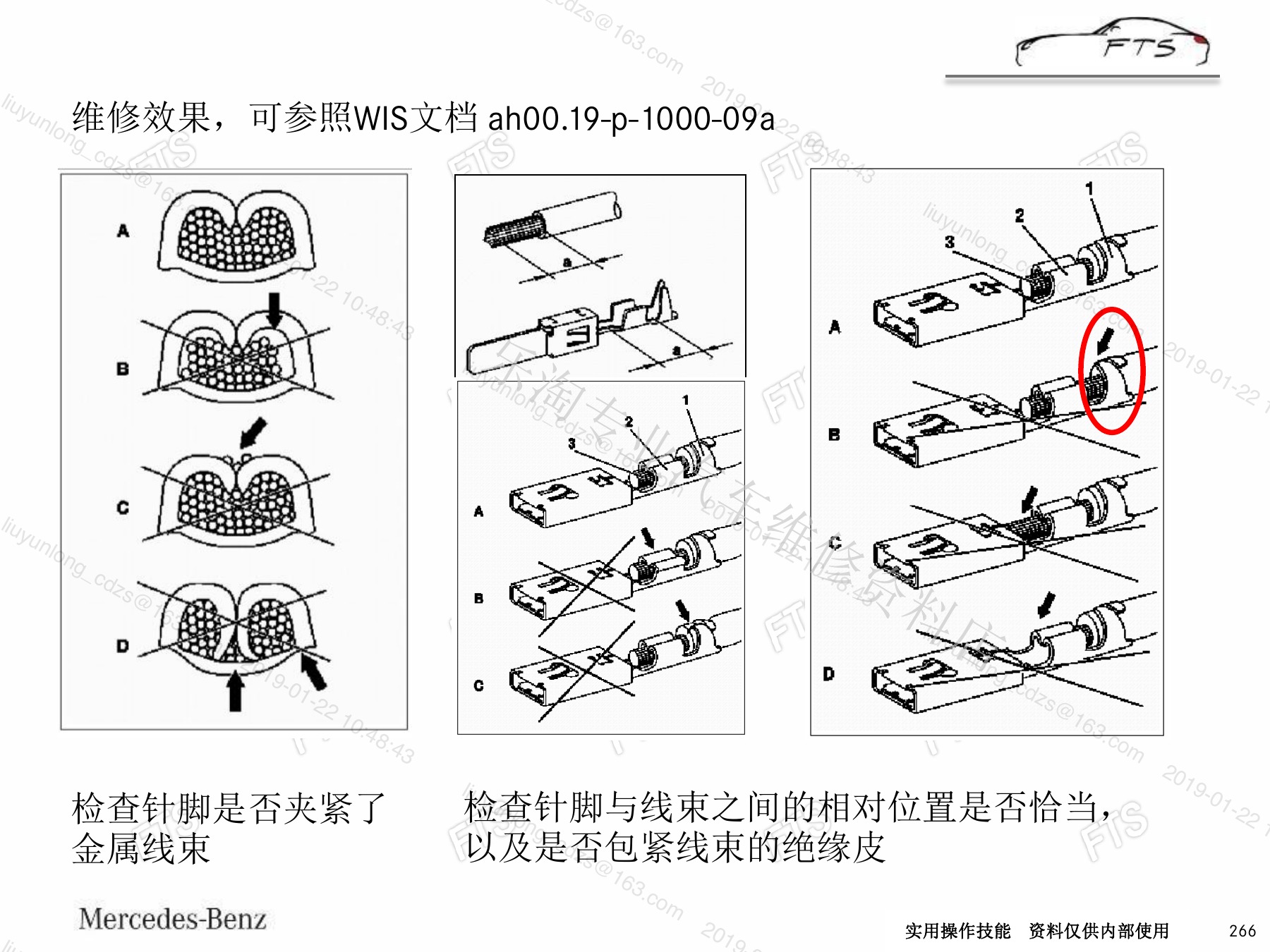
使用限深剥线工具避免切伤铜丝,导线插入到规定位置后用匹配钳口一次完成压接。检查导体压接、绝缘支撑和拉力,端子偏斜、铜丝外露、压痕错误或重复压接均应返工。
四、热缩密封和布线恢复






按材料要求从中部向两端均匀加热,直到密封胶连续溢出且套管完全收缩,避免烧伤绝缘。维修点错开布置,不形成刚性大结;恢复线束胶带、波纹管、卡扣和与高温/运动部件的距离。
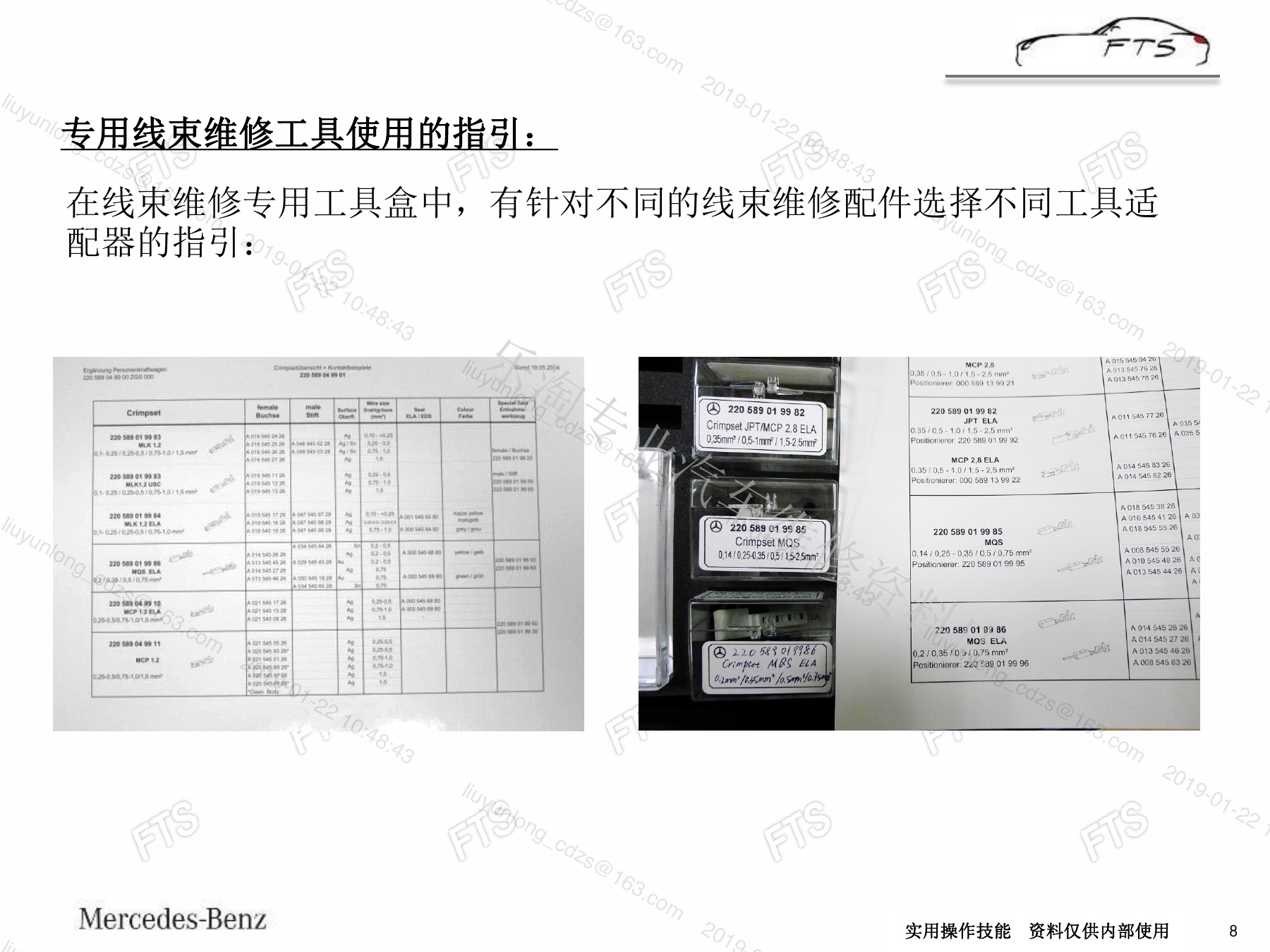
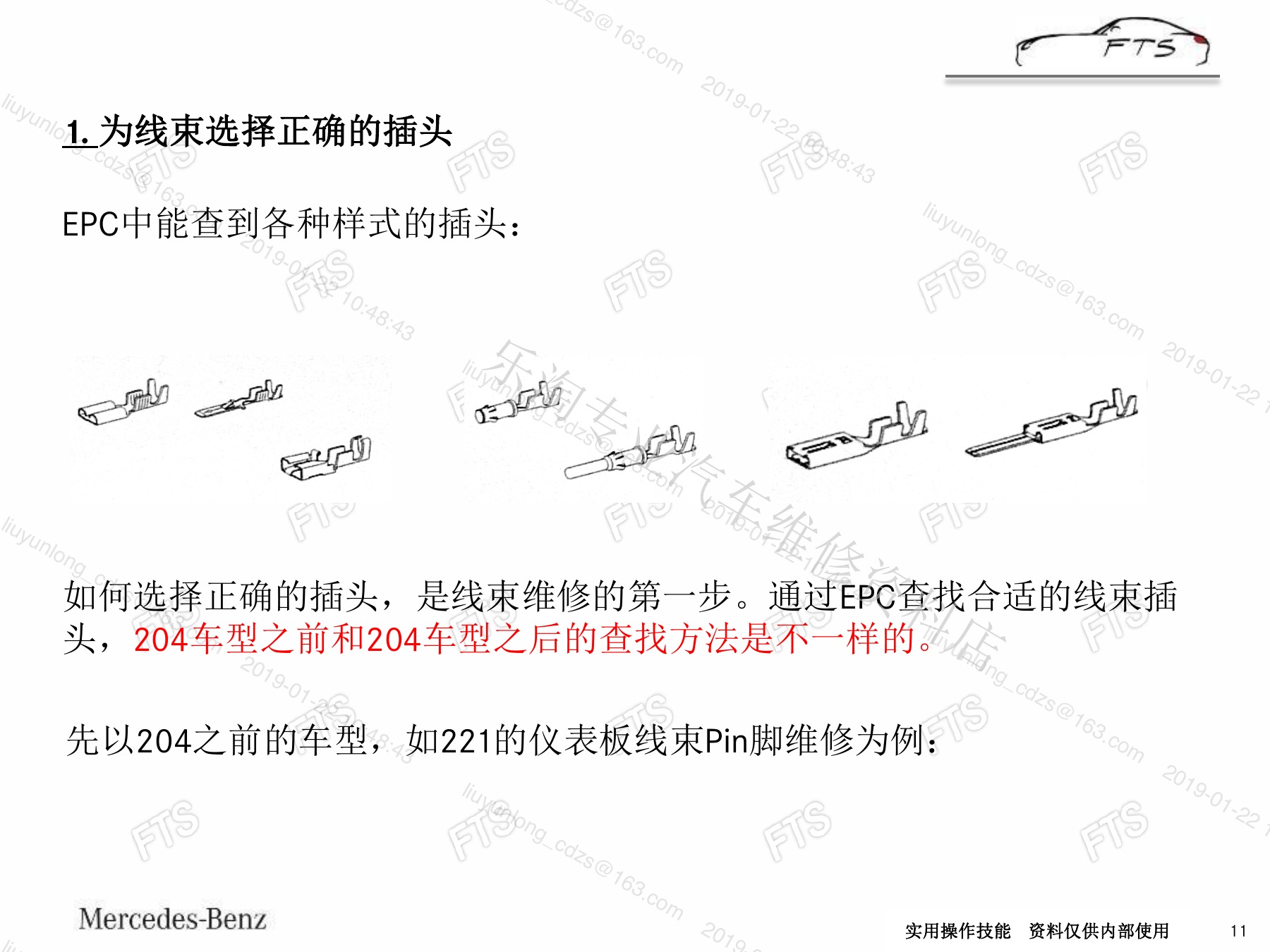
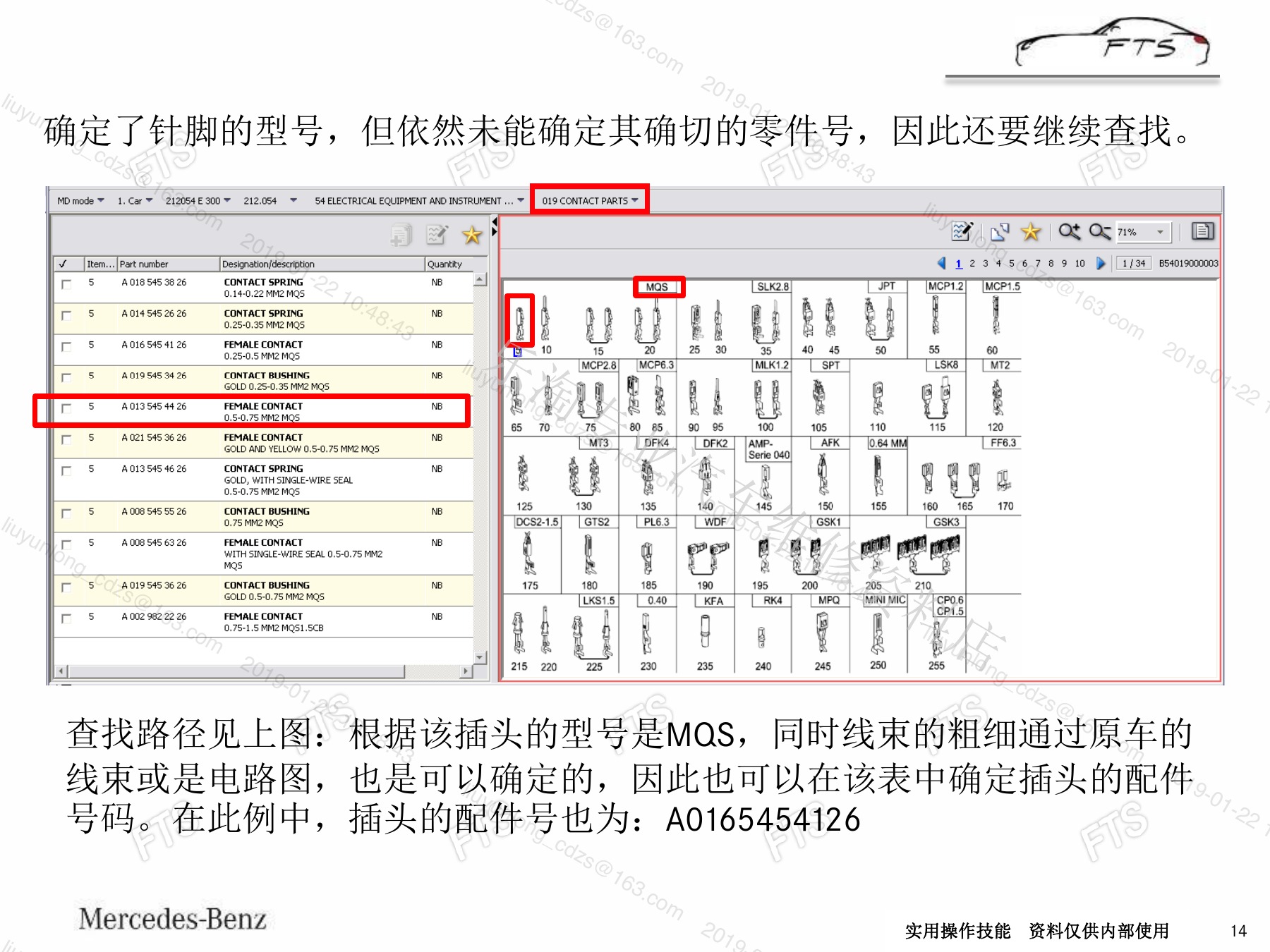
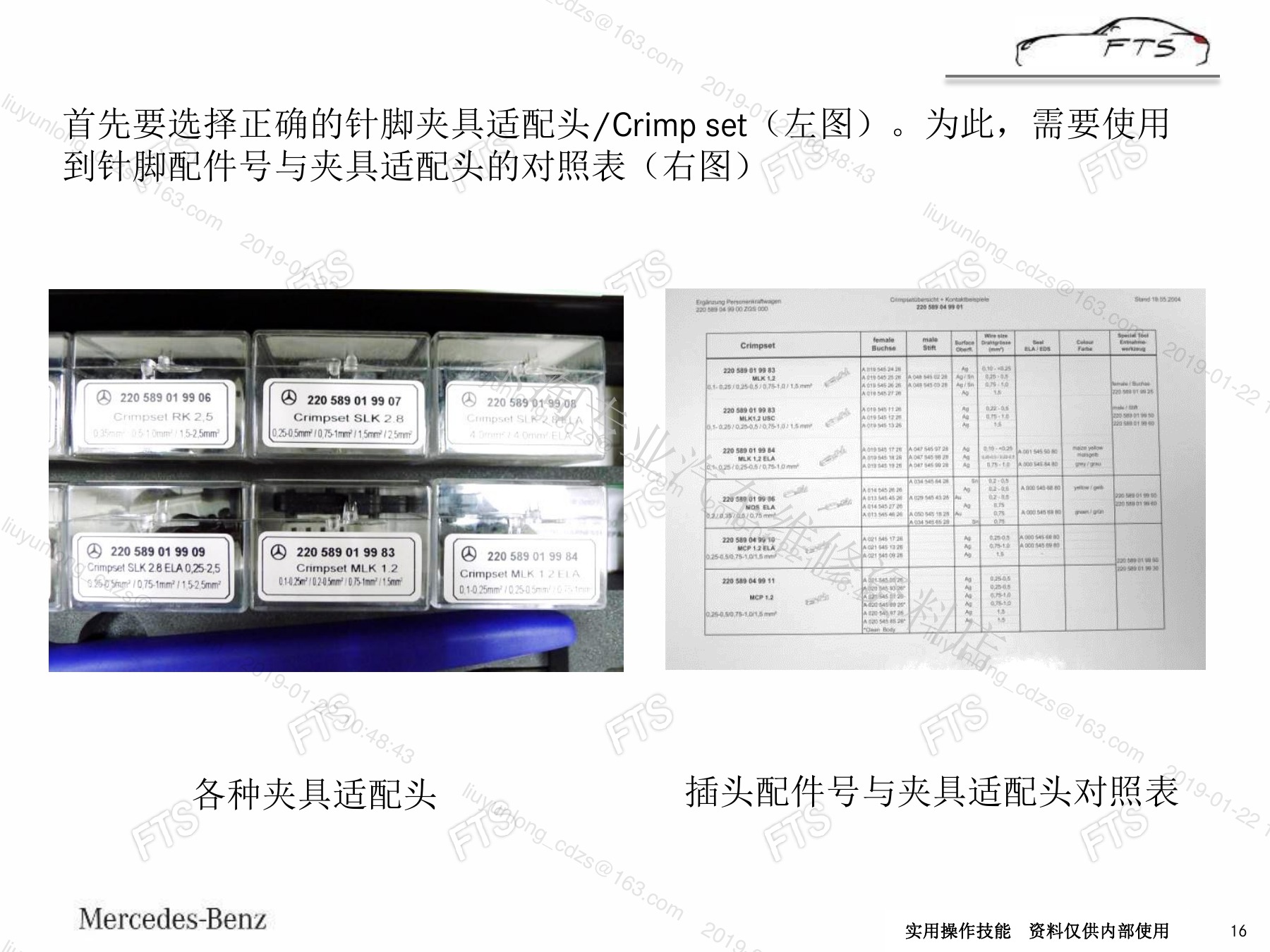
五、端子类型和二次锁识别
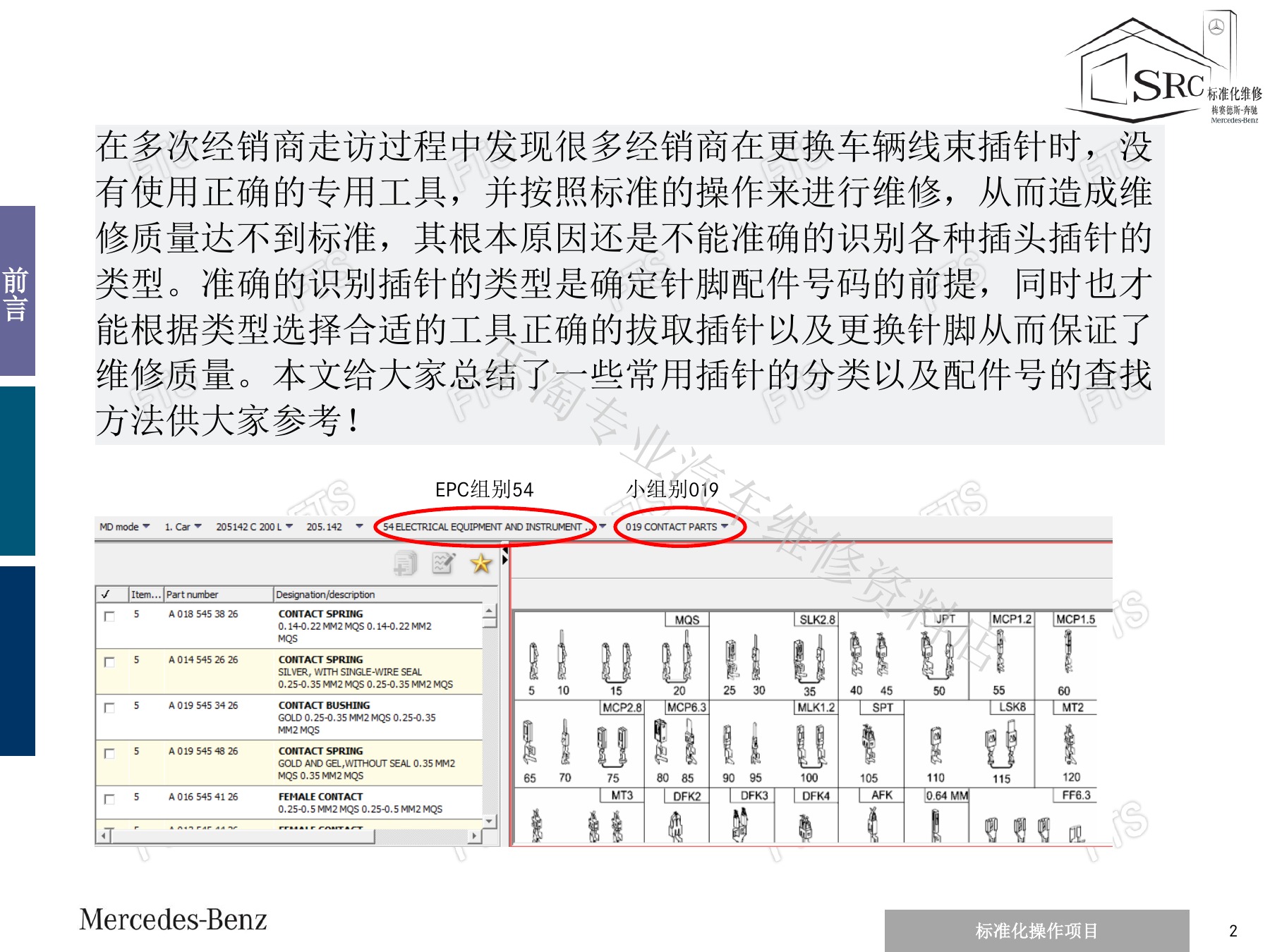



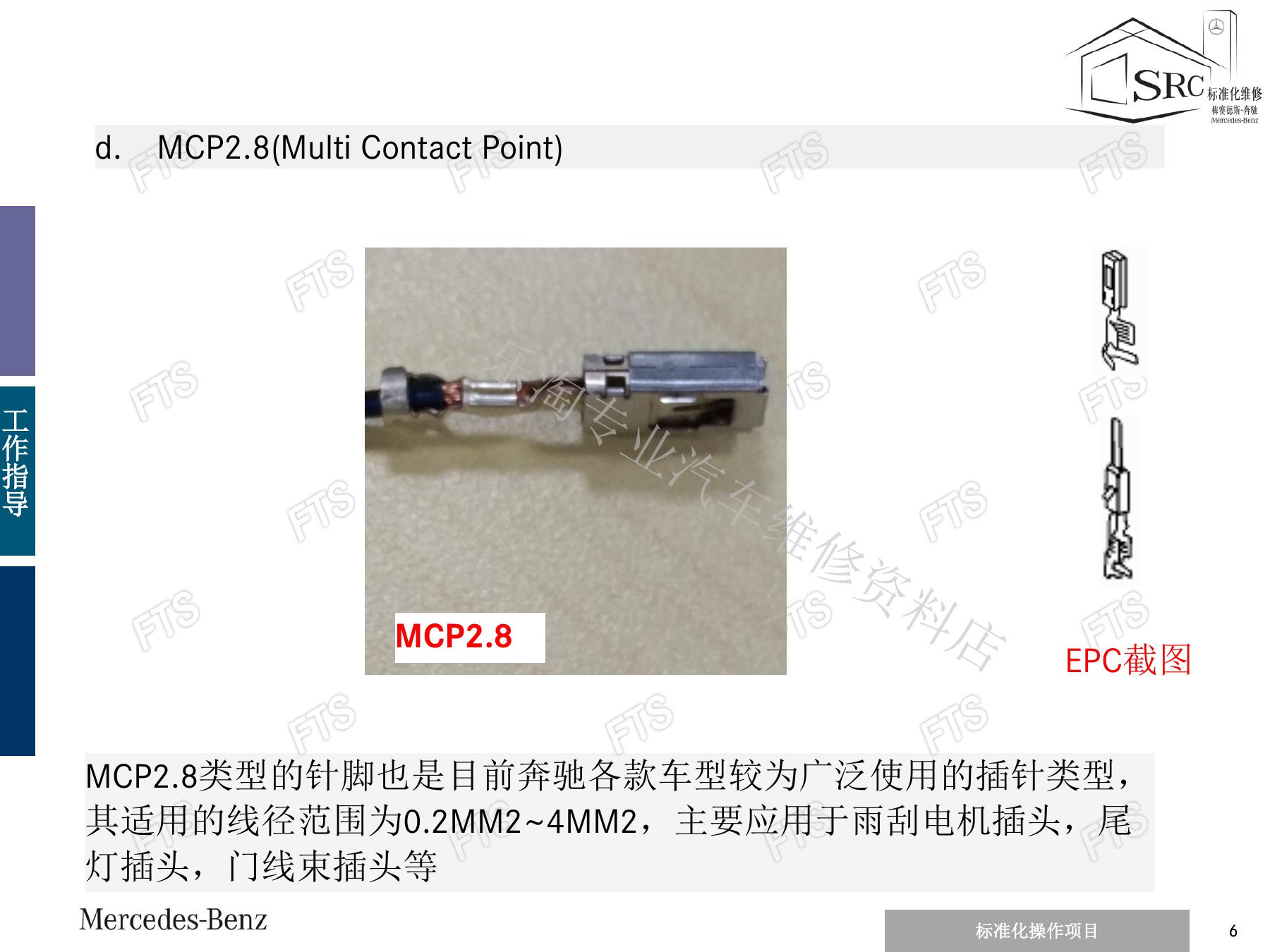

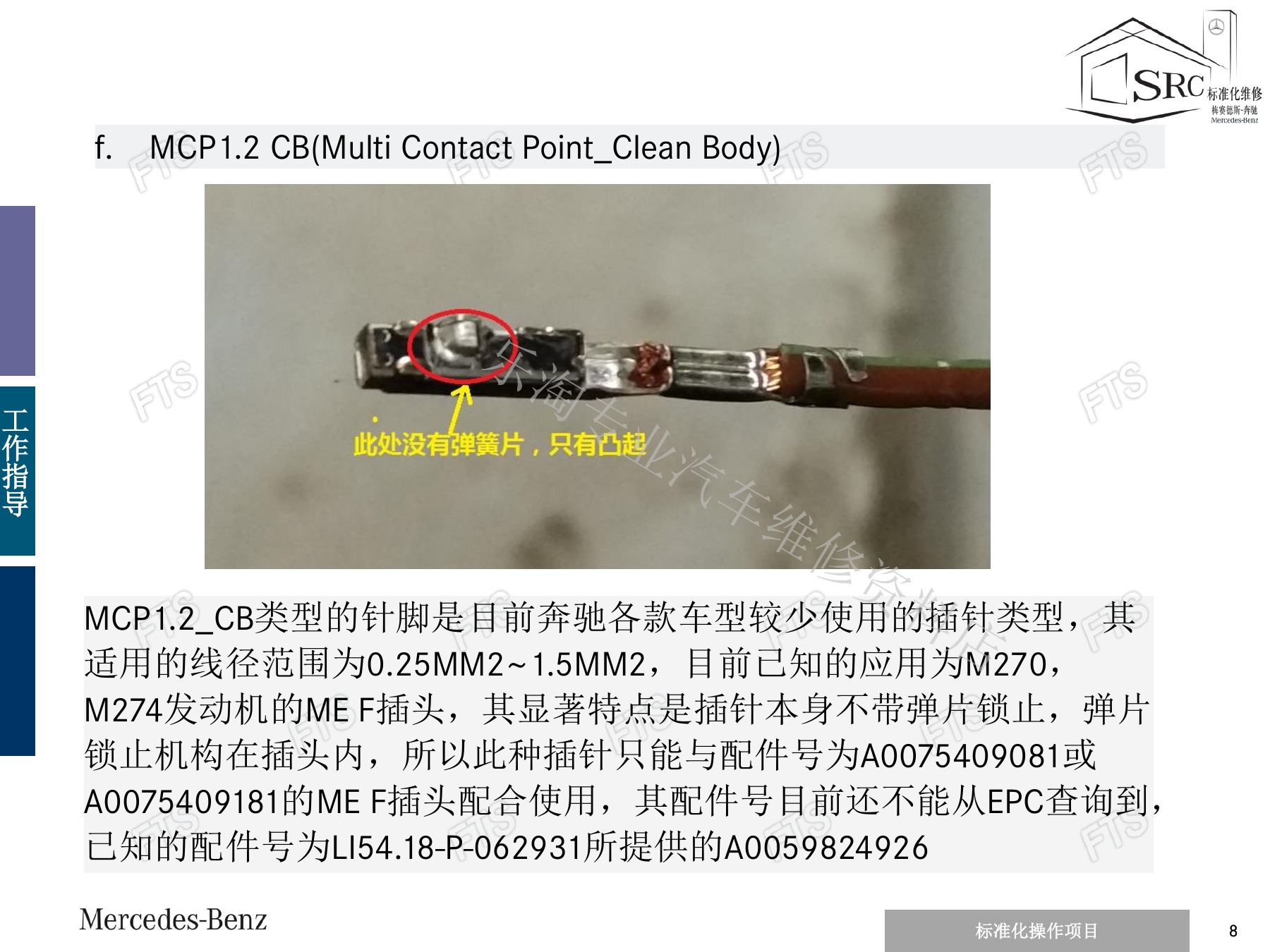
先从连接器外壳、端子接触形式、锁片和二次锁识别结构,再选择退针工具。外观相似的端子可能线径、镀层和锁止不同,不能因“能插进去”就互换。
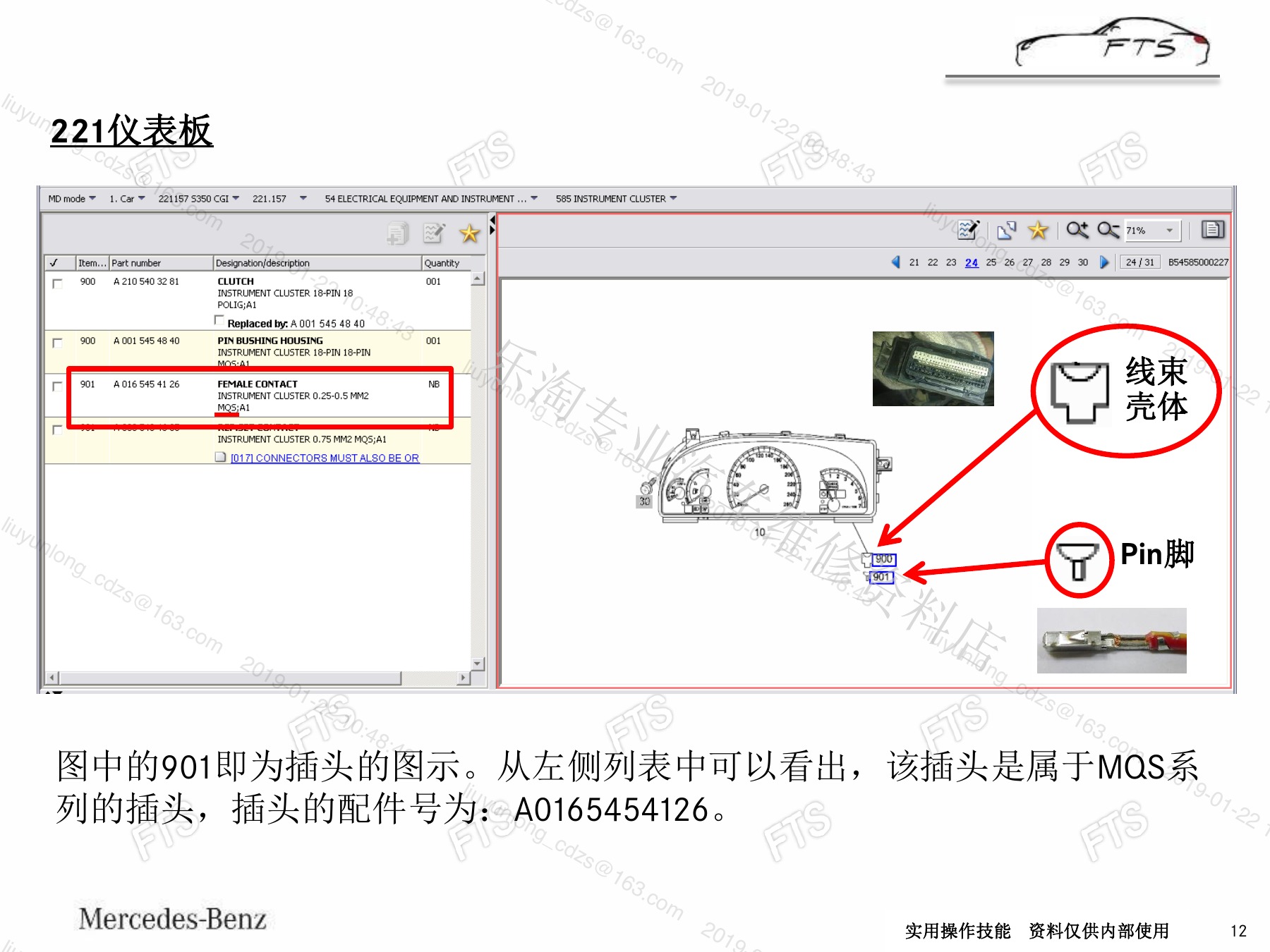
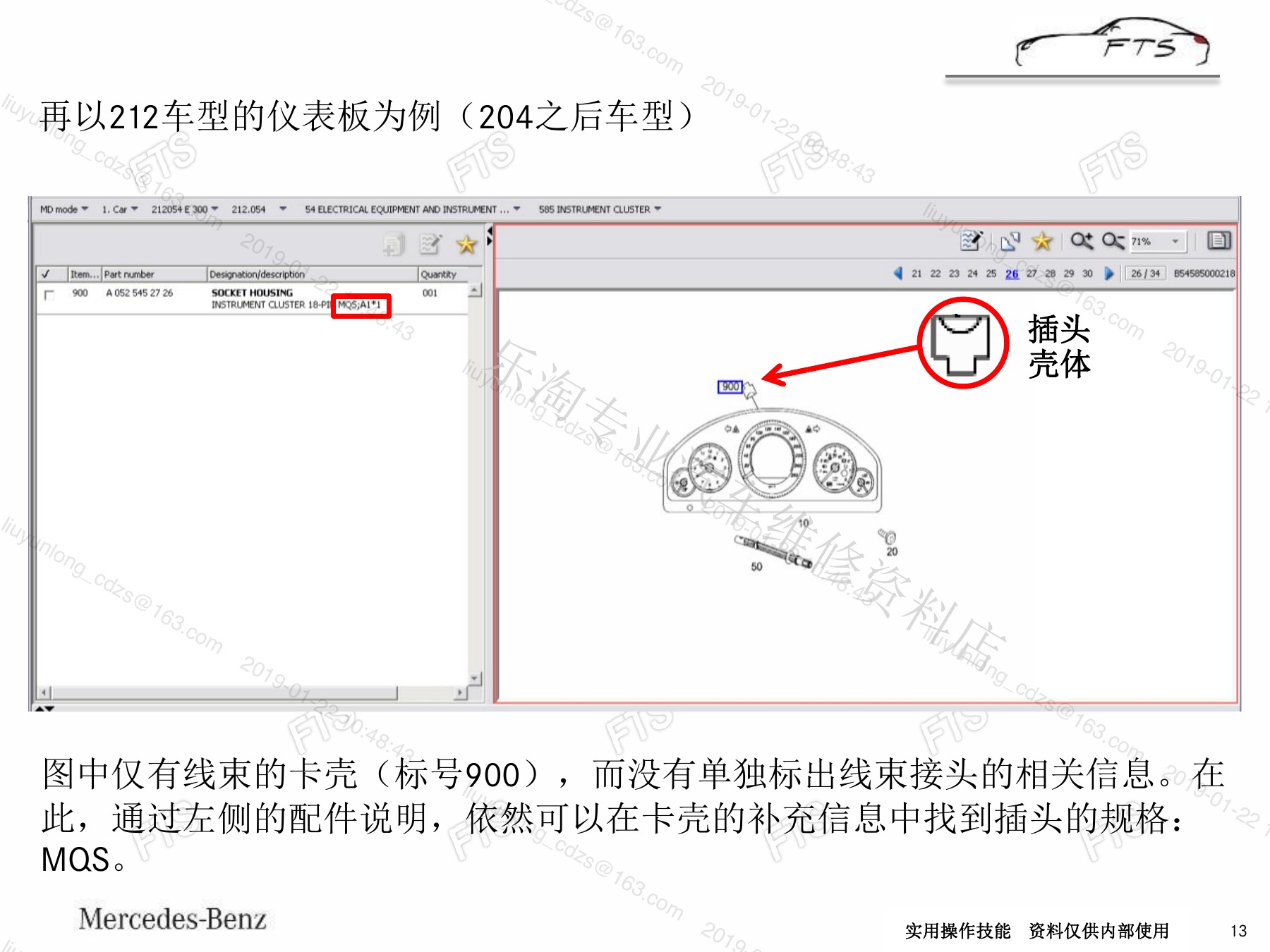
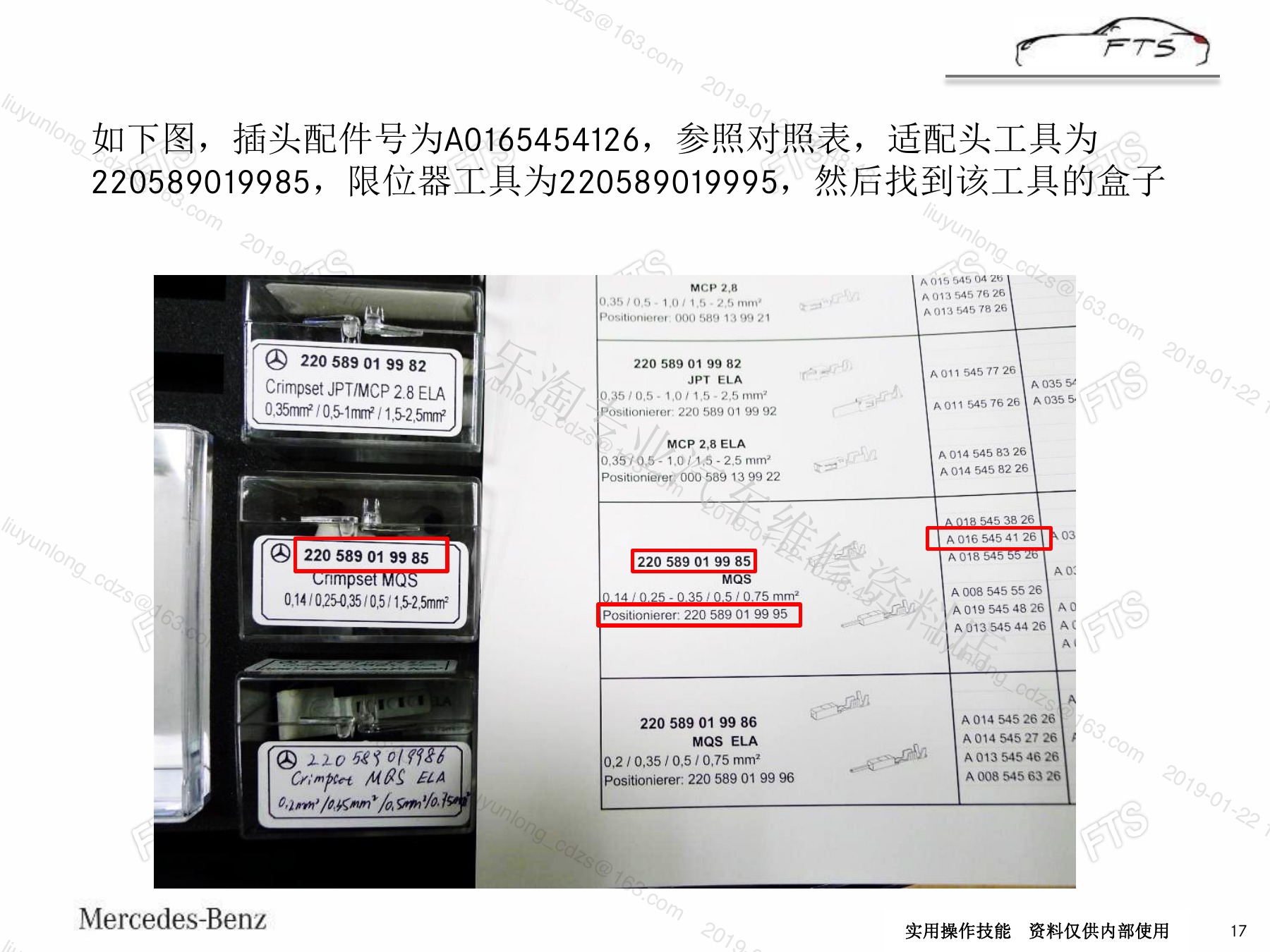
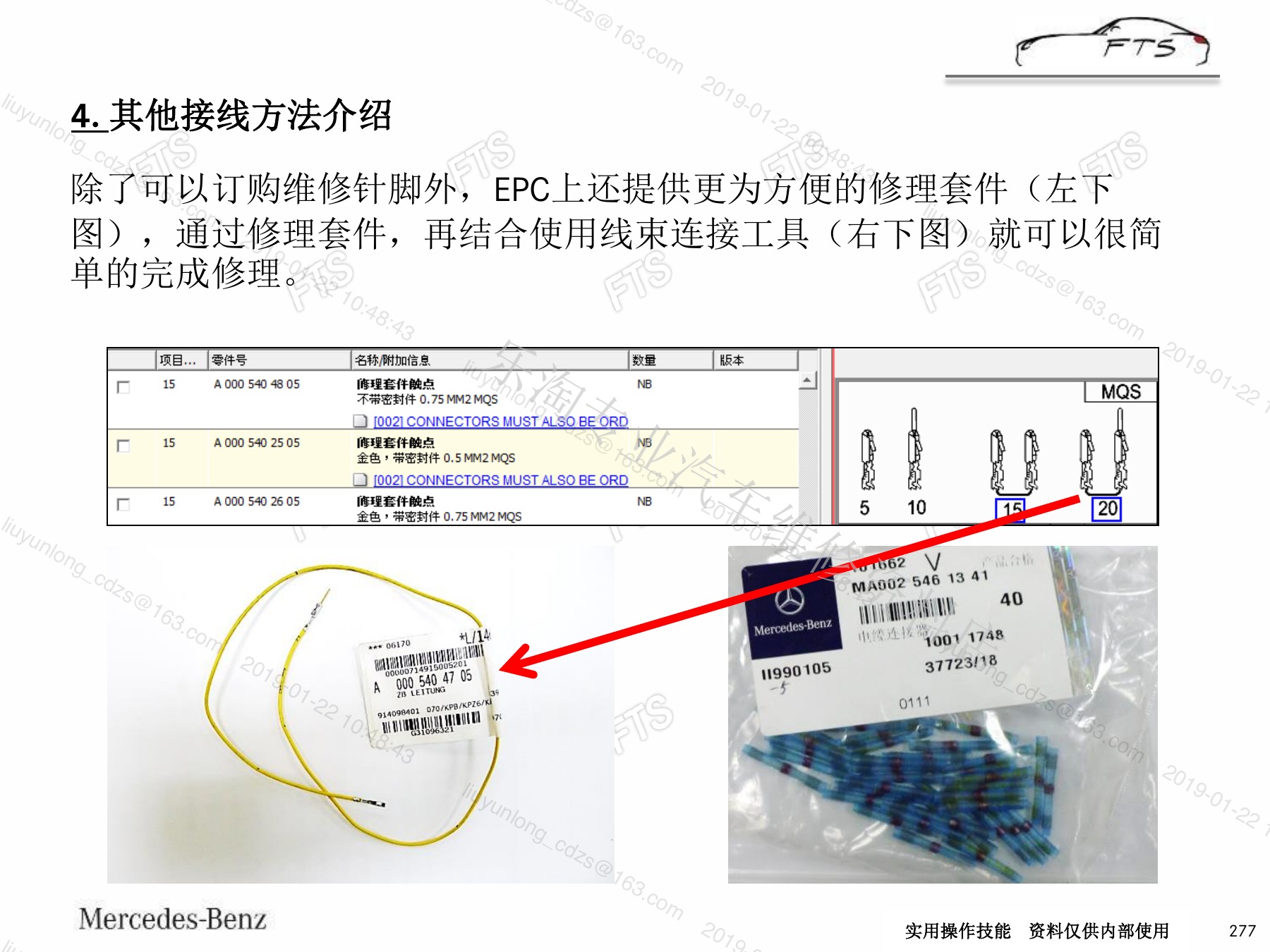
六、EPC查询、退针与新端子压接
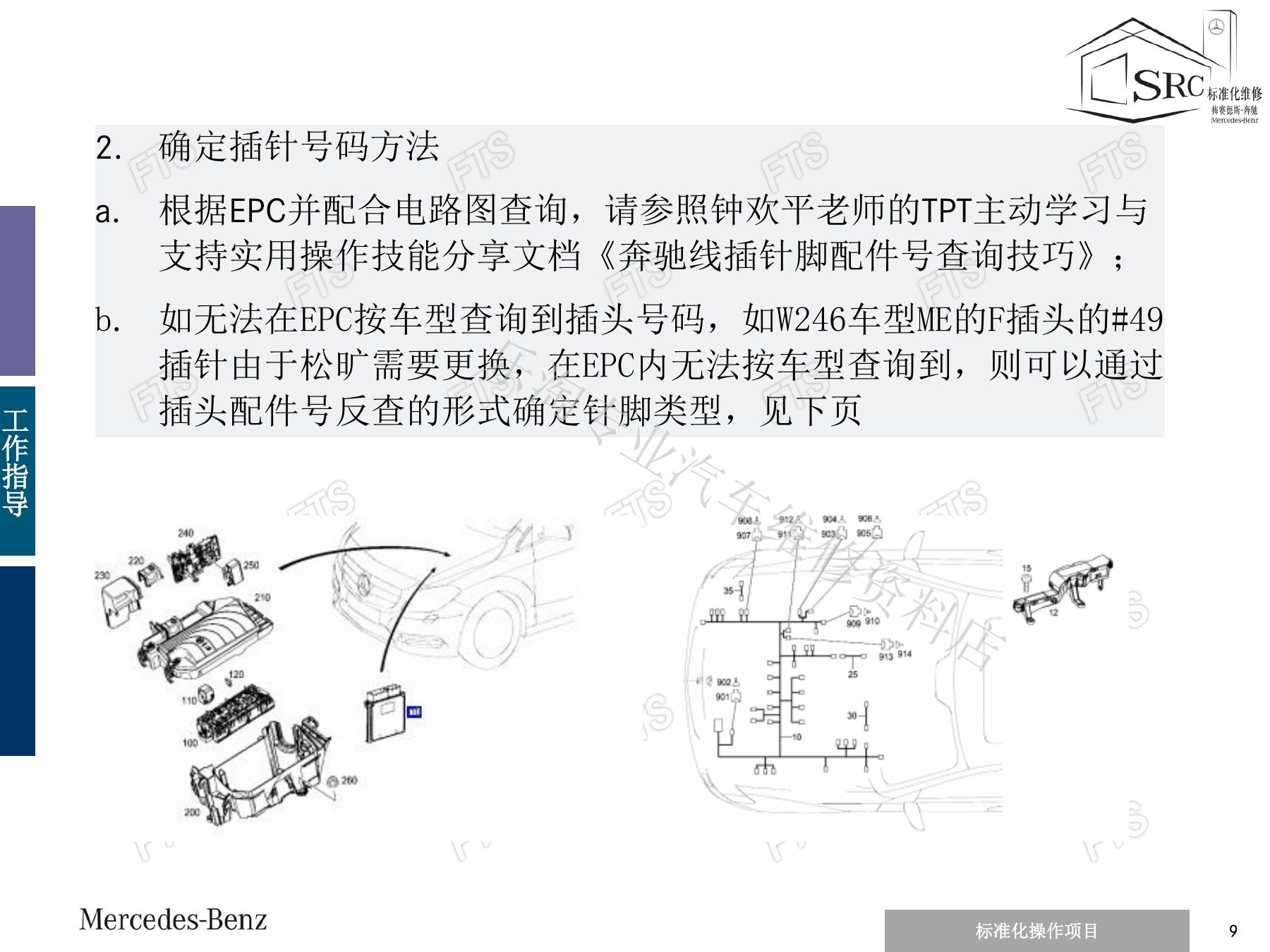
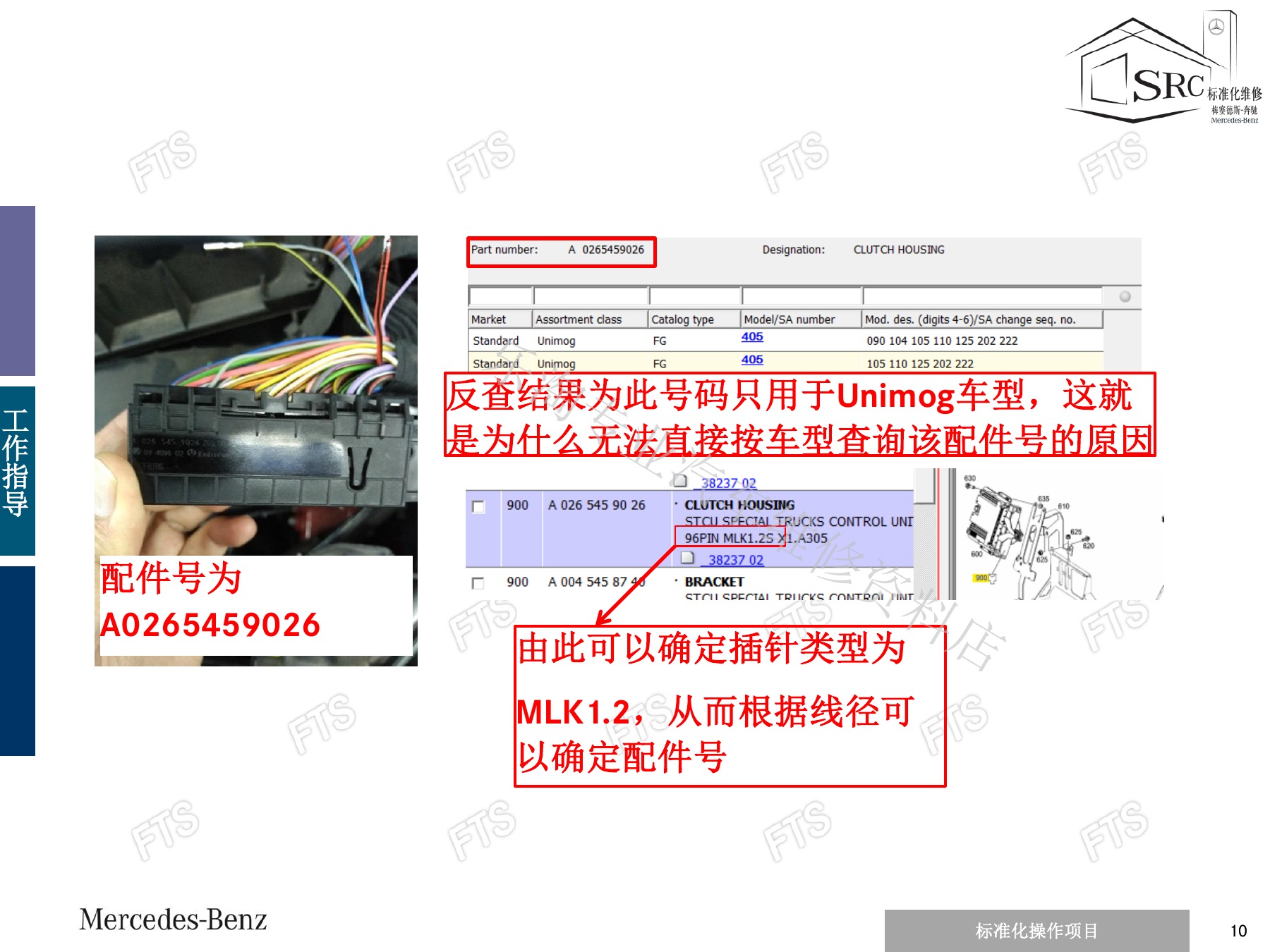
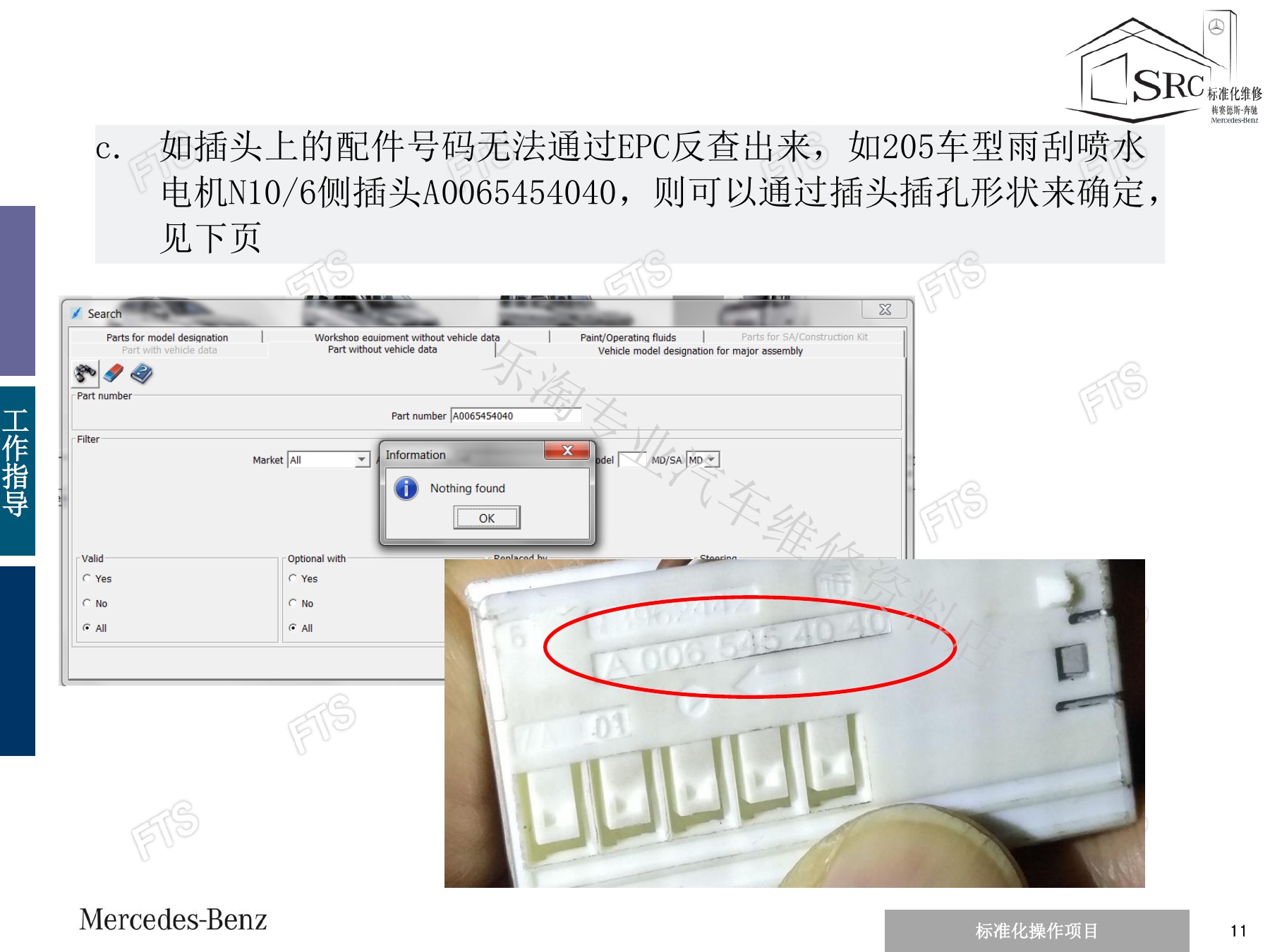
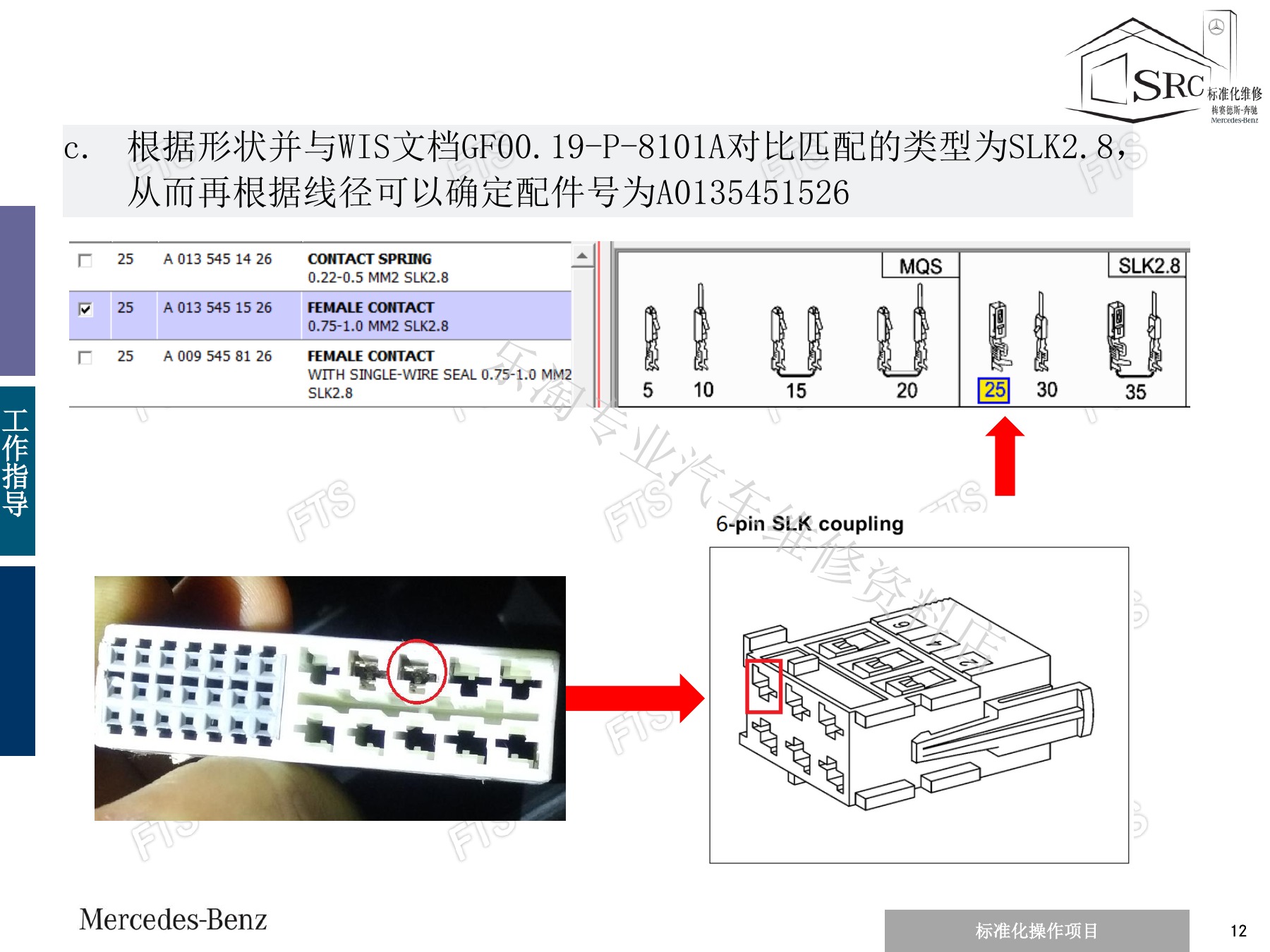
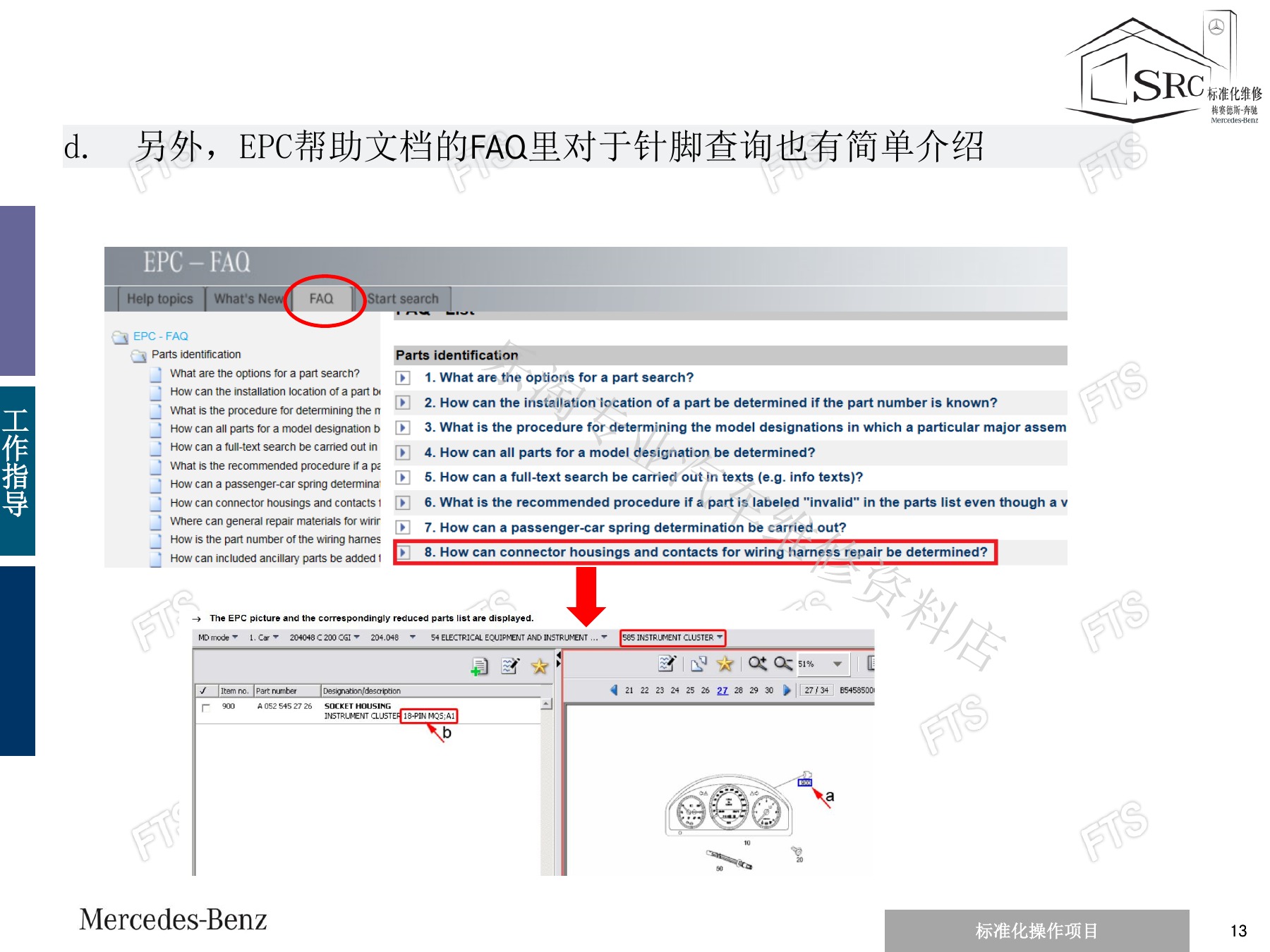
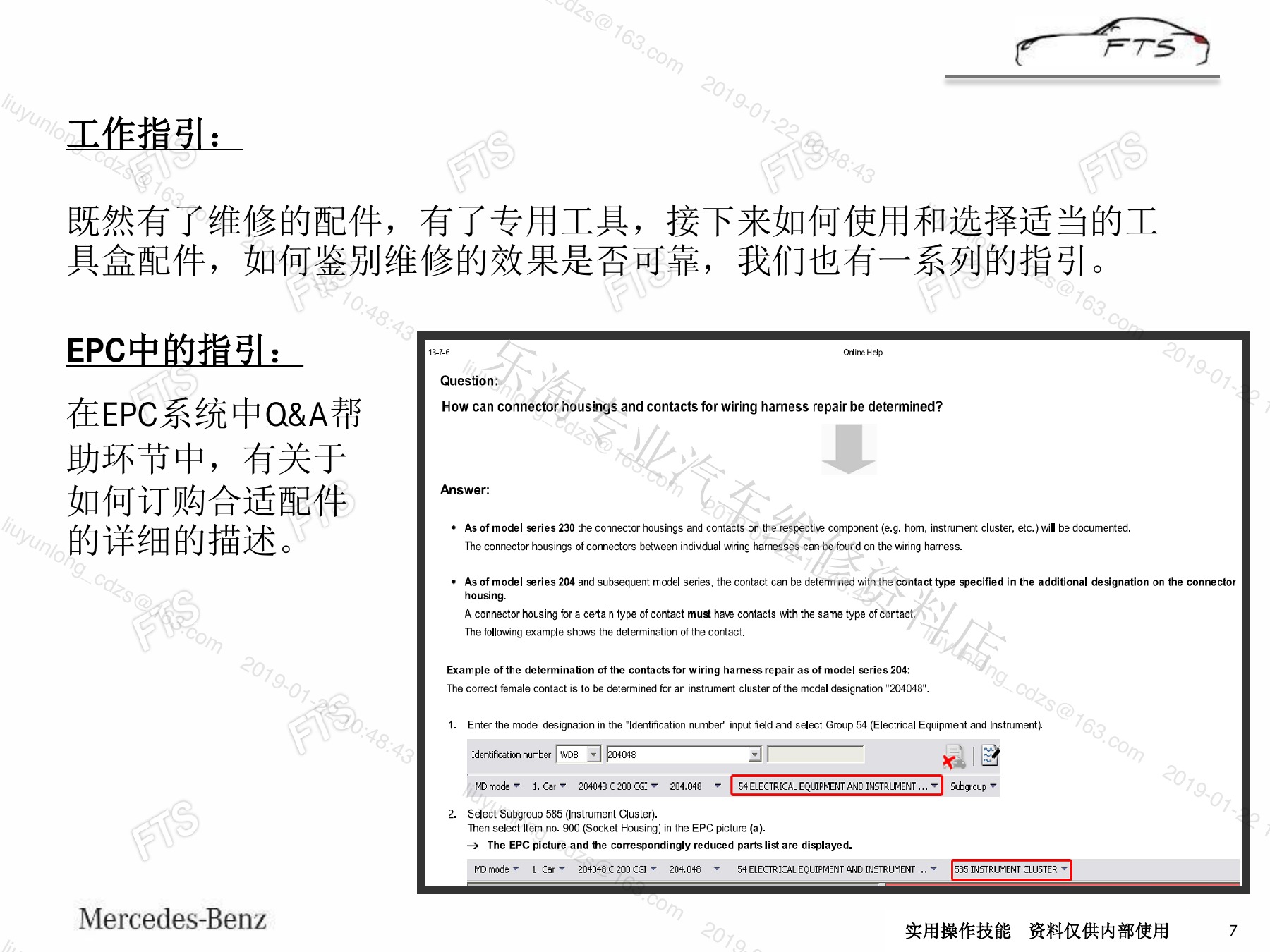
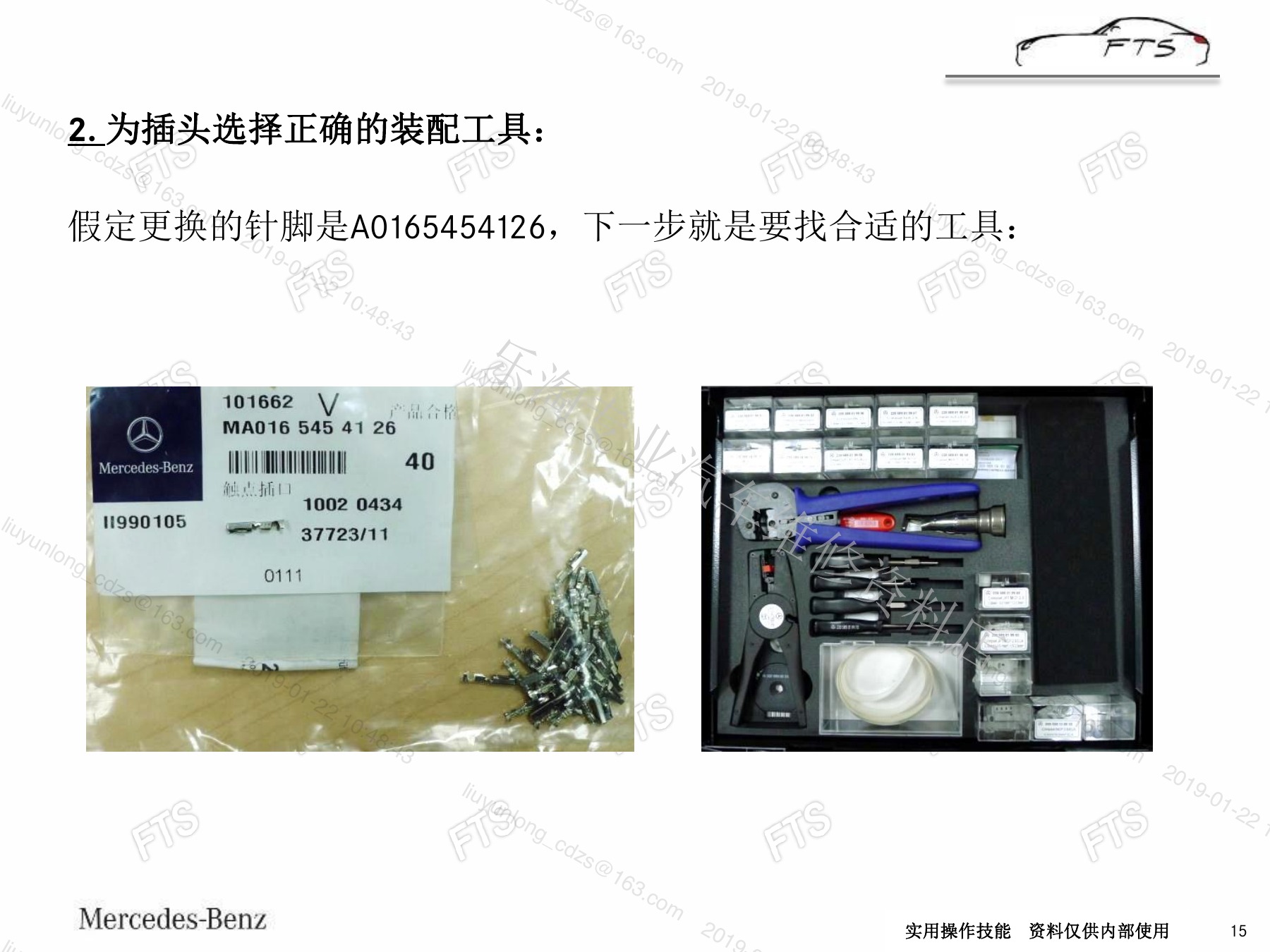
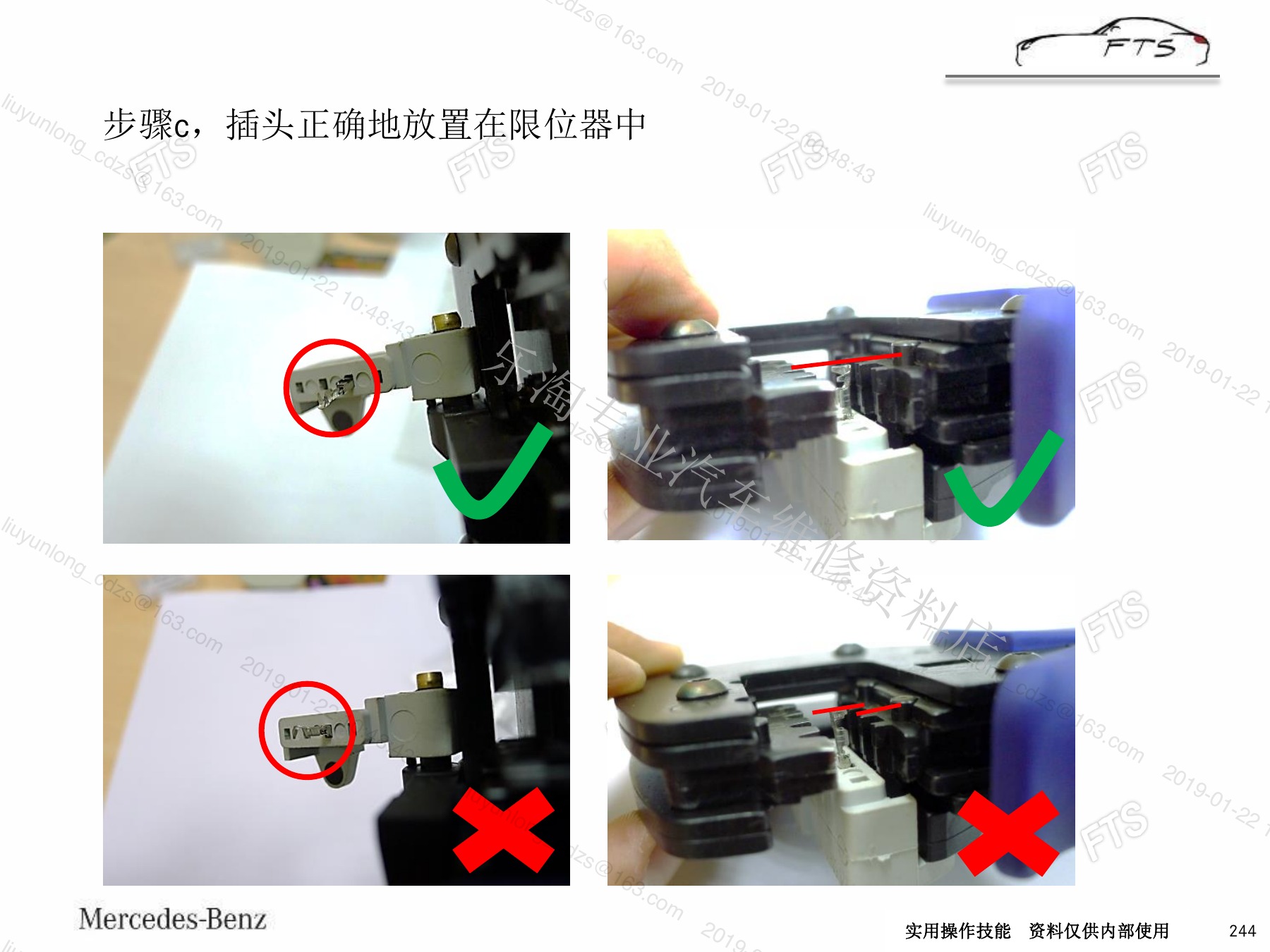
按VIN和连接器位置在EPC/WIS查询维修件,记录壳体视图方向和针脚号。解除二次锁后按正确方向退针,检查壳体锁舌;新端子压接后做拉力检查,再装回原孔并确认一次锁和二次锁。
七、维修后做负载和密封验证

- 核对针脚、极性、线色和分支位置,避免插错孔位。
- 在真实负载下测量压降或信号质量,不能只用蜂鸣挡证明导通。
- 对密封连接器检查密封塞、盲堵和后盖,必要时按文件做防水验证。
- 清除故障码并在振动、转向或温度变化条件下复测间歇故障。
本文依据奔驰相关技术资料进行归纳与重新编排,文中技术图片由原资料高清导出并作裁边整理。不同车型、年款及配置可能存在差异,具体参数与维修步骤请以对应车辆的最新厂家维修文件、诊断仪提示及实车测量结果为准。
奔驰ESP车辆动态稳定系统:控制原理、液压循环与故障诊断
完整解析奔驰ESP、ABS和ASR的附着原理、转向不足与过度修正、液压增压保压泄压、传感器网络、附加功能及诊断顺序。
奔驰AIRMATIC诊断适配器使用:W222线盒连接与针脚测量
依据奔驰标准化资料讲解W140 589 45 63 00 AIRMATIC诊断适配器的适用范围、线盒连接、针脚换算和带电测量注意事项。
奔驰SRS被动安全系统:碰撞识别、气囊与张紧器协同及维修安全
合并SRS三部分与维修注意共93页,解析传感器、碰撞分类、气囊/安全带/张紧器/限力器、翻滚保护、备用电能、诊断边界及安全存放运输。
奔驰发电机与端子87供电诊断:LIN调节、压降、纹波和支路短路
讲解奔驰交流发电机三相整流、LIN智能调节、B+与搭铁压降、交流纹波,以及M274/M276端子87继电器和支路诊断。
我的微信
微信扫一扫

fengye599
微信号已复制
我的微信公众号
微信扫一扫

我的公众号
公众号已复制